Реферат: Математическое моделирование технологических операций механической обработки поверхностей деталей лезвийными инструментами (Учебное пособите по курсу: математическое моделирование технологических операций-4834)
9
2. Определение новых способов механической обработки из принцнпиалыю - возможных и выбор наиболее эффективных с помощью ЭВМ.
2.1. Метод систематического определения новых эффективных
способов механической обработки.
Любой процесс обработки поверхности детали инструментом определяет кинематическая схема резания или формообразования. Уже в 40-х годах в работе Грановского Г.И. была дана классификация схем резания. Было установлено, что получение заданной геометрической формы поверхности возможно путем различных сочетаний вращательной и поступательных движений изделия и инструмента. Движения, сообщаемые механизмом станка, как инструменту, так и детали могут быть выражены принципиальными кинематическими схемами резания. В соответствии с принятой принципиальной кинематической схемой резания режущие элементы инструмента в процессе резания перемещаются относительного рабочего движения со скоростями, предопределяемыми кинематическим соотношением: инструмент изделия. На этом основании обработанные поверхности имеют своими образующими траектории относительного рабочего движения. Вследствие этого внешние, очертания контура обработанных поверхностей выражают характер последних на всем их протяжении или соответствующих отдельных участках. Отсюда следует, что с изменением принципиальной кинетической схемы резания и кинематического соотношения инструмент - изделие изменяются характер траектории и величина скорости относительно рабочего движения и одновременно с этим также и очертания образуемого им контура обрабатываемого изделия На основании изложенного Грановским Г.И. был предложен метод систематизации возможных схем обработки, данный в виде схем характеристических движений, которые были построены на основе двух элементарных движений, прямолинейного и вращательного.
Позднее в работе Коновалова Е.Г. был проведен анализ всех 8 групп кинематических схем резания таблицы, разработанной Грановским Г.И. Было установлено, что различие принципиальных кинематических схем резания основано на движениях обрабатываемой детали и инструмента. Разнообразные сочетания движений детали и инструмента образуют ту или иную схему или группы схем. Общность всех схем заключается в движении детали и инструмента. Так например, любое прямолинейное пространственное движение можно представить в виде движений по трем взаимно-перпендикулярным осям. Коноваловым Е.Г. было сделано заключение, что простые движения входящие в состав элементарных кинематических схем резания, по существу своему представляют часть сложного движения, входящего в .общую универсальную схему, в которой обрабатываемая деталь имеет в своей системе координат (ХоУоZо) три вращения и три поступательных движения вокруг и вдоль осей. Режущий инструмент также имеет в своей системе координат {Х2Y2Z2) аналогичные движения. Любая кинематическая схема резания, представляет собой лишь частный случай такой универсальной схемы. Используя выдвинутые положения, представим универсальную кинематическую схему формообразования в виде, изображенном на рис. 7. Предложенная схема несколько отличается от универсальной схемы Коновалова Е.Г. Однако, она ни в коей мере не теряет универсальности в результате следующих соображений, а именно. Любая кинематическая схема может .определить траекторию
12
относительного движения точки тела при движении двух систем вдоль существующих движений, поэтому наиболее сложная траектория движения может быть определена шестью степенями свободы или шестью движениями твердого тела в пространстве. Кроме того, два любых вращения в системах (ХоУоZо) и (Х2Y2Z2) при формообразовании по схеме Коновалова Е.Г. будут определять один относительный поворот систем в пространстве, величина которого зависит только от соотношения движений. Поэтому целесообразно два движения заменить одним, имеющим любую пространственную ориентировку по отношению к какой-либо временно неподвижной системе ХоУоZo. Аналогично следует поступить с прямолинейным движением.
Остановимся более подробно на построении общей кинематической схемы (рис 7.). Так как многообразие способов обработки достигается за счет комбинации движений, сообщаемых инструменту и заготовке, изменения величин скоростей, составляющих движений, и их взаимного расположения и направления, то универсальная кинематическая схема построена по следующему принципу. В схеме предусмотрена вспомогательная неподвижная прямоугольная система координат ХУZ с основными плоскостями R,V,H. Зафиксирована система координат детали ХоУоZо параллельная система ХУZ и удаленная от ее центра по оси ОY на произвольную величину радиуса г (движения вращения А), зависящую от размеров детали, определяющих положение теоретических точек обрабатываемой поверхности при принятой схеме базирования детали, контактирующих с режущей кромкой инструмента в точке О в исходной момент формообразования. При этом система координат ХоУоZо является исходной временно неподвижной системой, так как в основной ее плоскости R предусмотрено существование вращательного движения А, осуществляемого вокруг оси ОХ.
Временно неподвижные или подвижные системы координат Х1Y1Z1 и Х2У2Z2 Из них, система координат Х2У2Z2 является исходной системой координат инструмента. Она параллельна системе X1Y1Z1 и удалена от ее центра - контактной точки О по оси O1Х1 на произвольную величину радиуса К (движения вращения Б), зависящую от конструкций инструмента, и определяющую положение точки режущей кромки, контактирующей с теоретической поверхность детали в исходный момент формообразования. Промежуточная система координат детали и инструмента, зависящее от величин пространственных углов поворота системы X1Y1Z1 относительно ХУZ.
Таким образом, в универсальной кинематической схеме все разнообразие вариантов формообразования поверхностей при принятых схемах базирования деталей в системе ХоУоZо определяется шестью относительными движениями систем координат детали и инструмента, а именно:
а) равномерными вращениями подвижных систем координат по стрелкам А и Б при любом направлении вращения .
б) тремя равномерными поступательными движениями в направлении стрелок В,F,D в подвижной системе координат Х1У1Z1 при изменении направления каждого движения в противоположные стороны.
Общей схемой предусмотрсно вращение инструмента относительно лишь одной оси, но если учесть, что система инструмента может быть расположена в пространстве как угодно, (принимаемые значения пространственных углов), то тем самым и можно считать заданным существование третьего движения вращения всей системы инструмента вокруг системы детали с центром вращения в контактной точке О, определяемое изменением значения одного из углов.
13
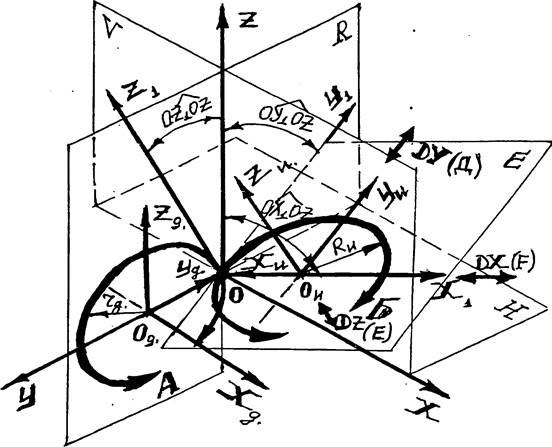
Рис. 7 Универсальная схема формообразования произвольной поверхности детали
Используя основные положения теории формообразования поверхностей инструментами, изложенные в работе [1] покажем, что все процессы формообразования различных поверхностей деталей машин имеют кинематическое единство. Поэтому каждый конкретный способ формообразования той или иной поверхности является лишь частным случаем формообразования какой-то произвольной поверхности и может быть рассмотрен в общем виде при использовании наиболее сложных кинематических схем резания или схем формообразования.
Согласно указанной теории режущий инструмент обрабатывает поверхность контактным способом и в процессе обработки выполняет две функции, резание и формообразование. Поэтому перемещение режущей кромки в процессе формообразования должно быть связано с таким рабочим движением, при котором обеспечивается хотя бы ее периодическое касание с номинальной (теоретически заданной) поверхностью.
С другой стороны, для выполнения функции резания движение кромки должно таким, чтобы припуск на номинальной поверхности детали срезался слоями, по заданному закону. В связи с этим, для удаления всего припуска инструмент должен сделать серию движений резания, благодаря которым его режущая кромка (или кромки, производящей поверхности инструмента, расположенные по линии криволинейной координаты Г) создает семейство поверхностей резания, где каждая последующая поверхность резания смещена относительно предыдущей. Движение инструмента, вызывающее такое смещение поверхностей резания, называется подачей, поэтому: параметр подачи является параметром семейства поверхностей резания.
Инструмент может иметь несколько подач. Каждая подача вызывает образование семейства поверхностей резания. При большом числе подач режущая кромка инструмента может создать очень сложную систему семейств поверхностей резания. При любой такой системе для процесса формообразования поверхности имеют значения только те подачи, которые определяют перемещение по номинальной поверхности детали точки касания режущей кромки при образовании семейств поверхностей резания. Закон, по которому создана система одного или нескольких семейств поверхностей резания, определяет схема резания или схема формообразования, так как она задает уравнение движения режущей кромки как линии или твердого тела в пространстве.
Сложность кинематической схемы формообразования определяется количеством подач инструмента, которое зависит от наличия составляющих движений, указанных на схеме.
Таким образом, наличие всех движений на универсальной кинематической схеме будет определять закон расположения поверхностей резания в пространстве, который в свою очередь будет задавать траекторию движения формообразования. Так как характер траектории связан с соотношением движений, выполняемых режущей кромки, то ее вид остается произвольным в системе координат ХоУо2о. Любая номинальная поверхность детали в той же системе может быть задана также произвольно. Двумя линиями криволинейных координат g и n, которые для одной и той же поверхности могут быть выбраны в весьма широких пределах.
Будем рассматривать процесс формообразования поверхности множеством Zu и кромок. Тогда, с геометрических позиций, множество кромок может быть определено в системе инструмента также линией криволинейной координаты f, а производящая поверхность инструмента будет задана двумя
линиями криволинейных координат f и i, где f есть ни что иное, как линия режущей кромки. Линия криволинейной координаты производящей поверхности инструмента Г выполняет функцию абсолютного рабочего движения формообразования, т.е. обеспечивает дополнительное перемещение кромки относительно формируемой поверхности детали. Закон расположения кромок на производящей поверхности инструмента примем неизвестным. Тогда функцию перемещения точки кромки по линии криволинейной координаты будет выполнять кинематическая схема формообразования.
Траектория, образованная на номинальной поверхности детали точечным контактом с режущими кромками при движении формообразования (заданном кинематической схемой резания), может быть рассмотрена как любая криволинейная координатная линия номинальной поверхности § (или п). Следовательно, выбирая абсолютные движения резания и движения подач на общей схеме резания, процесс формообразования номинальной поверхности детали о геометрических позиций можно рассматривать в общем виде, определив в системе координат детали ХоУоZо произвольные линии криволинейных координаты g и n.
Известно, что некоторые поверхности могут иметь криволинейную координатную линию, которая замыкается в пространстве на самой поверхности (как например - винтовая линия тел вращения). Такая криволинейная координатная линия номинальной поверхности детали всегда является пространственной линией, точки которой на номинальной поверхности могут быть представлены в любом порядке, следовательно, она может определять любые другие линии криволинейных координат § и п.
Таким образом, выбираемые сочетания элементарных движений, их направления и соотношения величин будут определять условия трансформации универсальной схемы в любую конкретную схему формообразования. Проверка условия принадлежности контактных точек семейств поверхностей резания формируемой, номинальной поверхности детали будет определять пригодность той или иной схемы формообразования для получения заданной поверхности при принятой схеме, базирования детали или принятом, фиксированном положении поверхности в системе координат ХоУоZо. Множество схем резания из принципиально-возможных для формообразования заданной поверхности будет определятся не только от выбора линий g и n. Так например, если режущая кромка инструмента совпадет (точнее конгруэнтна) с выбранной на номинальной поверхности детали какой-либо криволинейной координатной линией g (или n), то для формирования поверхности достаточно одно движение резания при отсутствии каких-либо подач. Здесь возможен вариант определяющий "холостую" подачу, т.о. существование вспомогательного перемещения инструмента по линию координаты n, если линии кромки за одно движение резания не перекрывает ее по протяженности на поверхности детали. В данном случае движение кромки по линии координаты g (или n) называется простым движением резания, так как для формирования номинальной поверхности детали и выполнения второй функции инструмента-снятия припуска -1 достаточно изменение лишь одного параметра движения. Если есть необходимость существования "холостой подачи", то ее выполняет вспомогательное движение, которое схемой формообразования не учитывается и его следует отнести к так называемому транспортному движению инстру-мента. Та же поверхность детали может быть получена, если инструмент кроме движения резания имеет одну подачу. В этом случае номинальная поверхность
детали является сгибающей однопараметрического семейства поверхностей
резания.
Инструмент имеет две подачи, поминальная поверхность детали является
огибающей двухпараметрического семейства поверхностей резания; является
огибающей поверхностью системы семейств поверхностей резания,
построенных при наличии трех параметров семейств (трех подач), четырех
подач и т.д.
Для всех этих случаев форма режущей кромки может быть выбрана по трем вариантам: линия кромки лежит на номинальной поверхности детали, является касательной к номинальной поверхности; есть произвольная линия (выпуклая или вогнутая, ломаная), форма которой определяется по соображениям - облегчения удаления припуска, но она должна быть выбрана так, чтобы в процессе формообразования пересечение номинальной поверхности детали линией режущей кромки не произошло, т.е. в сечении любой плоскостью, проходящей через контактную точку 0, радиус кривизны линии от сечения указанной плоскостью номинальной поверхности детали ра должен быть больше радиуса кривизны линии от сечения той же плоскостью поверхности резания рц. Зная уравнения поверхности детали в системе ХоУо2о и уравнение поверхностей резания в той же системе, условие не подрезания тела детали можно записать в виде;
Рd > Рu
При задании формируемой номинальной поверхности детали алгебраическим или натуральным уравнениями Pd в сечении плоскостью ХОY находится из уравнения [ ]: