Реферат: Металлорежущий станок
5. Угол наклона заборной части fопределяется из формулы:
tgf=(d0-d2)/2 l1
d0 – наружний диаметр, d2 – диаметр заборной части в переднем торцевом сечении метчика.
По справочным данным выбираем f = 6.
6. Ширина пера f = 0.25d0 для четырёхканавочных метчиков, она равна f= 6.75.
7. Для четырёхканавочных метчиков диаметр сердцевины равен D1 = 1.3 + 0.45d0 и равен D1 = 13.45 мм.
8. Передний угол gвыбирается по таблице, в зависимости от свойств обрабатываемого материала. Для стали средней твёрдости g= 8…10. Следовотельно g = 10.
9. Главный задний угол aна заборной части принимается по таблице, в зависимости от типа метчика. Метчик ручной по этому aвыбираем равным 8. Задний угол на калибрующей части a1 у метчиков со шлифованым профилем делается за счёт уменьшения диаметра резьбы на 0.02…0.05 мм.
11. Стандартные метчики изготавливаются с прямыми канавками. Специальные метчики для улучшенного отвода стружки иногда снабжаются винтовыми канавками.Угол наклона винтовых канавок равен w= 8…15. При сквозных отверстий рекомендуется левое направление винтовых канавок.
При нарезании сквозных отверстий лучшего отвода стружки можно достигнуть и путём создания наклона передней поверхности метчика на его заборной части под углом
l = 5…10, такая заточка обеспечивает отвод стружки в направлении подачи метчика.
12. Для снижения величины силы трения между метчиком и нарезаемой резьбой калибрующая часть метчика выполняется с обратной конусностью. Уменьшение диаметра по направлению к хвостовику составляет 0.05…0.1 мм на 100 мм длины.
РАСЧЁТ ФАСОННОГО ПРИЗМАТИЧЕСКОГО РЕЗЦА
На высоте центра Он вращения детали распологается та узловая контурная точка 1 фасонного профиля режущего лезвия, которая лежит на наименьшем радиусе r1. Расположение остальных узловых точек определяется пересечением передней поверхности резца с окружностями детали радиусами r2, r3, r4. (Рис. 2)
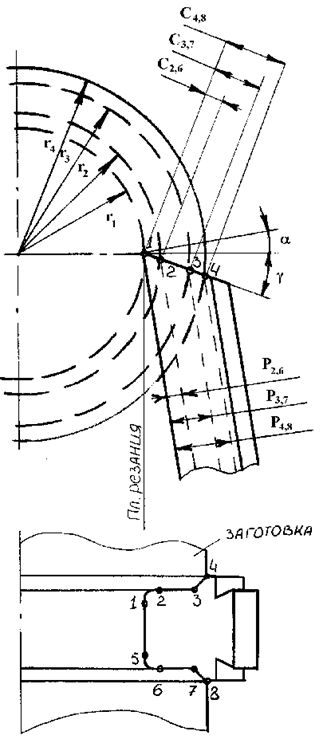
Рисунок 2.
2. Для образования задних углов aтело призматического фасонного резца наклоняют так, чтобы прямолинейная образующая фасонной задней поверхности резца в точке 1 образовала угол aс плоскостью резания в той же точке.
3. Целью коррекционных расчётов призматических фасонных резцов является вычисление расстояния от прямолинейной образующей точки 1 до параллельных ей образующих задней поверхности резца, проведённых через контурные точки 2, 3, 4, 5, 6, 7, 8, т.е. величин Р2, Р3, Р4, Р5, Р6, Р7, Р8.
Из узловых точек опускаем перпендикуляры на прямолинейную образующую узловой точки 1. Получаем ряд прямоугольных треугольников. Известные из общей части коррекционного расчёта расстояния: С2-6, С3-7, С4-8 являются гипотенузами.
4. Осевые размеры между узловыми точками детали и резца равны. Для нашего случая tмах = 8мм, и следовательно по данным из таблицы выбираются конструктивные размеры призматического резца:(Рис. 3)
В = 14, Н = 75,
Е = 6, А = 20,
F = 10, r = 0.5,
d = 4, M = 24.
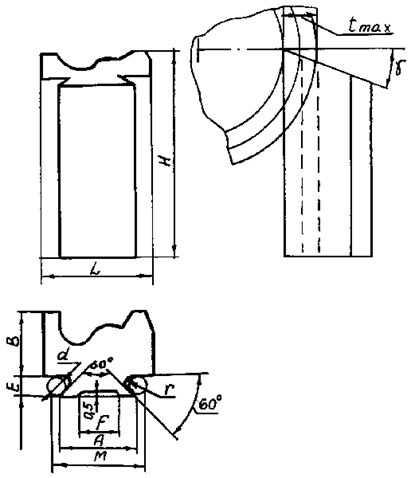
Рисунок 3.
5. Построение шаблонов и контршаблонов для контроля фасонного профиля призматического резца полностью определяется координатными расстояниями Р2 – Р8. Допуски на точность изготовления заданных чертежом линейных размеров фасонного профиля шаблона составляет +,- 0.01мм.
6. Из рекомендации по выбору геометрии лезвия фасонного резца: задний угол a = 10, и в зависимости от материала заготовки и материала самого резца выбираем g = 20.
КИНЕМАТИЧЕСКИЙ АНАЛИЗ МЕТАЛЛОРЕЖУЩЕГО СТАНКА 1П 365.