Реферат: Металлорежущий станок
1. Вычерчивание кинематической схемы станка.
2. Общая характеристика станка.
3. Составление кинематического уравнения.
4. Построение графика частот оборотов.
5. Анализ картины частот оборотов.
6. Построение лучевой диаграммы скоростей.
7. Изучение кинематики механизмов подач.
8. Описание вспомогательных движений и механизмов.
Кинематическая схема станка 1П 365. (Прилож. 3)
Номера валов обозначаются римскими цифрами, числа зубцов шестерён и колёс – арабскими.
Основными узлами станка являются:
Станина – 1.
Коробка подач – 2.
Передняя бабка с коробкой скоростей – 3.
Шпиндель – 4.
Боковой суппорт – 5.
Продольный суппорт с револьверной головкой – 6.
Барабан упоров – 7.
Фартуки продольного и бокового суппортов – 8, 9.
Общая характеристика станка.
Токарно-револьверный станок 1П 365 предназначен для обработки деталей из штучных заготовок диаметром до 500 мм и из прутка диаметром до 80 мм. Изготовление деталей связано с выполнением ряда последовательных переходов: обтачивания, сверления, растачивания, развёртывания, отрезки и др. – в условиях серийного производства. Основные узлы станка приведены в Приложении 3.
Принцип работы и движения в станке: обрабатываемая деталь закрепляется в обычном самоцентрирующем или пневматическом патроне, установленном на шпинделе станка. В процессе обработки деталь вращается (главное движение). Весь необходимый для данной операции комплект режущих инструментов устанавливается в шестипозиционной револьверной головке продольного суппорта и четырёхпозиционном резцедержателе бокового суппорта. Инструменты совершают движения подачи в продольном или поперечном направлениях. Обработка может производиться от обоих суппортов одновременно с заданными подачами. Ограничение движения суппортов и автоматическое выключение подач осуществляются регулируемыми упорами на барабане упоров.
Кинематическое уравнение.
Cоставляем кинематическое уравнение цепи главного движения в развёрнутом виде и определяем теоретическое число ступеней регулирования z.
Z=12
Частота оборотов.
Проводятся вертикальные линии валов 0, I, II,… на равном расстоянии друг от друга. Последний вал обычно является шпинделем станка (Рис. 4).
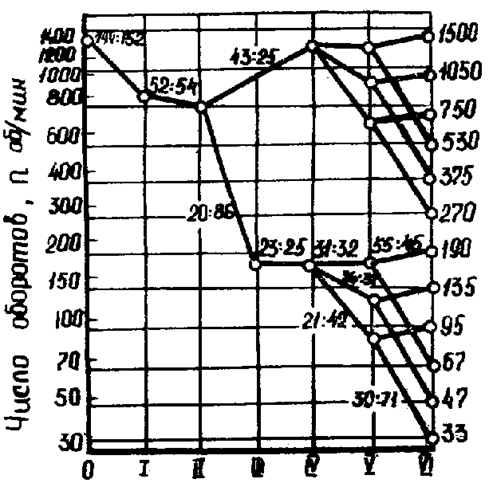
Рисунок 4.