Реферат: Методы термического испарения
При равной мощности питания первый испаритель нагревается до более высокой температуры, чем второй. Однако достоинством второю является отсутствие контакта испаряемого материала со спиральным нагревателем. Эксплуатационным недостатком тигельных испарителей является то, что они инерционны, так как малая теплопроводность материала, из которого изготовляют тигель, не обеспечивает быстрого нагрева испаряемого вещества.
Электронно-лучевые испарители.
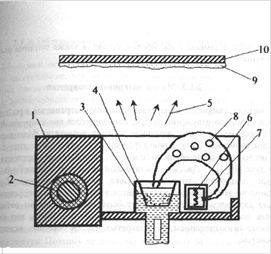
Рис. 6. Электронно-лучевой испаритель 1 - полюсной наконечник, 2 - электромагнит, 1 - водоохладительный тигель, 4 - испаряемый материал, 6 - термокатод, 7 - фокусирующая система, 8 электромагнитный луч, 9 - тонкая пленка, 10 - подложка
Испарители с электронно-лучевым нагревом основаны на том, что кинетическая энергия потока ускоренных электронов при бомбардировке ими поверхности вещества превращается в тепловую энергию, в результате чего оно нагревается до температуры испарения.
Электронно-лучевой испаритель (рис.6) состоит из трех основных частей: электронной пушки, отклоняющей системы и водоохлаждаемого тигля. Электронная пушка предназначена для формирования потока электронов и состоит из вольфрамового термокатода 6 и фокусирующей системы 7. Электроны, эмитируемые катодом, проходят фокусирующую систему, ускоряются за счет разности потенциалов между катодом и анодом (до 10 кВ) и формируются в электронный луч 8.
Отклоняющая система предназначена для создания магнитного поля, перпендикулярного направлению скорости движения электронов, выходящих из фокусирующей системы пушки, и состоит из полюсных наконечников 1 и электромагнита 2. Между полюсными наконечниками расположены водоохлаждаемый тигель 3 и электронная пушка. Отклоняя электронный луч магнитным полем, его направляют в центральную часть водоохлаждаемого тигля 3. В месте падения луча создается локальная зона испарения вещества из жидкой фазы. Нагретый электронной бомбардировкой материал 4 испаряется, поток 5 осаждается в виде тонкой пленки 9 на подложке 10. Изменяя ток в катушке электромагнита 2, можно сканировать лучом вдоль тигля, что предотвращает образование "кратера" в испаряемом материале.
Медные водоохлаждаемые тигли емкостью 50 см и более обеспечивают длительную непрерывную работу без добавки испаряемого материала, который, кроме того, не контактирует в расплавленном виде с медными стенками тигля.
Недостатки этих испарителей - сложность аппаратуры питания и управления, трудность испарения металлов высокой теплопроводности (медь, алюминий, серебро, золото) из водоохлаждаемого тигля, необходимость частой замены катода, а также питания высокими напряжениями.
Обеспечение равномерности толщины пленки
Необходимо обеспечивать равномерность распределения толщины пленки на подложке, что является одним из основных ее параметров.
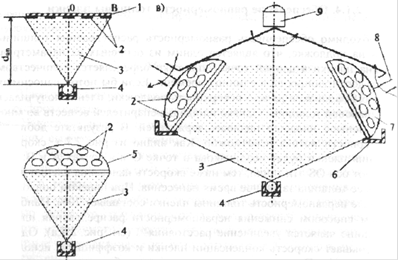
Рис. 7. Схема осаждения плёнок из точечного источника на плоский (а) и сферический (б) подложкодержатели и на планетарный подложкодержатепь с двумя направлениями вращения (в) 1, 5, 7 - плоский, сферический на планетарный подложкодержатели; 2 подложки; 3 поток осаждаемых частиц; 4 - точечный источник потока осаждаемых частиц; 6 - кольцо; 8 - ось подложкодержателя; 9 - приводная вращающаяся ось.
Толщина пленки в данной точке подложки определяется количеством частиц достигающих ее в единицу времени. Если бы поток наносимых частиц был одинаков на всю поверхность подложки, пленка получилась бы одинаковой толщины. Однако площадь испарителей веществ во много раз меньше площади подложкодержателей. В результате добиться равномерности потока невозможно. Как видно из рис. а, скорость "несения пленки будет неодинакова в точке О и в точках А и В: чем дальше от оси О8 эти точки, тем ниже скорость нанесения пленки и тем меньше ее толщина за данное время нанесения. При плоском подложко-пержателе неравномерность толщины пленки составляет 20%. Наиболее простым способом снижения неравномерности распределения пленки по толщине является увеличение расстояния о! (см. рис.7, а). Однако это уменьшает скорость конденсации пленки и коэффициент использования вещества. Поэтому на практике применяют более сложные способы, одним из которых является придание подложкодержателю сферической формы (рис.7,6). Неравномерность толщины пленки при этом снижается до 10%. Если этого недостаточно, используют систему с двойным вращением, так называемую планетарную карусель (рис.7, в), состоящую из приводной вращающейся оси 9, на которой установлены три подложкодержателя 7. Каждый подложкодержатель может вращаться вокруг собственной оси 8 при обкатывании по кольцу 6.
Метод лазерного испарения

Рис. 8. Лазерный испаритель
В методе лазерного испарения вещество нагревается при помощц фокусированного излучения лазера, находящегося вне вакуумной камеры. Нанесение пленок с помощью лазеров возможно благодаря следующим свойствам луча: точной фокусировке светового пятна с помощью несложных оптических систем (рис.8), высокой плотности энергии в луче (108 -1010 Дж/см2 ), достаточной для испарения любого непрозрачного материала, точной дозировке энергии излучения. Большое достоинство этого способа заключается в том, что при испарении с помощью лазерного излучения может быть разогрет только небольшой участок испаряемого вещества, что позволяет исключить загрязнения, вносимые газоотделением из разогретых частей обычных испарительных систем.
Методы контроля тонкопленочных элементов.
Методы контроля тонкопленочных элементов целесообразно разделить на две группы методы контроля электрических характеристик напыляемых элементов и методы контроля основных физических характеристик, которые аналитически связаны с электрическими характеристиками напыляемых пленок
Резистивный метод.
Электрическое сопротивление пленок измеряют резистивным датчиком с внешним измерительным прибором (рис) Этот метод основан на том, что по мере утолщения пленки в процессе роста сопротивление ее уменьшается. Это позволяет непосредственно при нанесении контролировать сопротивление пленки, а при достижении номинальной ее толщины прекратить процесс
При измерениях (рис) предварительно изготовляют специальную контрольную подложку (свидетель) 1 из изоляционного материала (стекла, ситалла), на которую наносят плоские контактные площадки 2 из серебра или другого материала высокой проводимости. Затем эту подложку - "свидетель" устанавливают в рабочую камеру как можно ближе к рабочей подложке 3 Это необходимо для того, чтобы обе подложки при нанесении пленки находились в одинаковых условиях Резистивную пленку наносят на контрольную и рабочую подложки одновременно
Контрольную подложку устанавливают в подложкодержатель рядом с рабочей подложкой Сопротивление контрольной подложки в процессе напыления Rк регистрируется с помощью внешнего прибора - мостовой схемы При достижении определенного сопротивления Rк цепь обратной связи обеспечивает прекращение процесса напыления. Перестройку системы на заданное Rк производят переменным резистором ПЗ (см рис)
Измерение сопротивления контрольной подложки определяет пропорционально величину сопротивления квадрата конденсируемой пленки (резистивной) согласно формуле:
![]() Ом,
Ом,
Приближенно коэффициент использования вещества можно вычислить следующим образом. Вначале определяют массу вещества, загружаемого на испаритель (Мв ) Затем, после напыления, определяют массу вещества пленки на подложке (Мп ) Для этого измеряют толщину пленки dп ( м) и вычисляют площадь пленки SП (м2 )
Массу вещества пленки определяют по формуле:
Мп =ρ´Sn ´dn
где р - плотность вещества, кг/м3
Коэффициент использования вещества определяют по формуле
![]()