Реферат: Многостаночное обслуживание, как важнейшее направление совершенствования труда на производстве
Маршрутное нециклическое обслуживание имеет место, если поток требований на обслуживание подчиняется закономерностям случайных (стохастических) процессов.
Наиболее широко такой метод обслуживания распространен в ткацком производстве предприятий текстильной промышленности при больших зонах обслуживания. В таких условиях работник следует по определенному маршруту и обслуживает встретившиеся ему станки, на которых возникла необходимость обслуживания.
Маршрутно-сторожевой метод является сочетанием первых двух методов: рабочий следует по определенному маршруту, однако, закончив обслуживание станка, он может вернуться к одному из станков, если на нем возникла необходимость в обслуживании. Он применяется преимущественно на хорошо обозреваемых участках.
Зоны обслуживания могут быть постоянными или постоянными с резервами. Наличие резервной зоны позволяет при временном отсутствии закрепленного рабочего обеспечить частичное использование имеющегося в ней оборудования.
С точки зрения функционального разделения труда возможны три варианта функций, осуществляемых многостаночников. Остальные функции возлагаются на наладчиков: в первом варианте – техническое обслуживание рабочего места и подготовительно-заключительная работа, во втором – подготовительно-заключительная работа.
При первом и втором вариантах, когда функции разделены между станочником и наладчиком, должно быть организовано взаимодействие между ними, которое имеет большое значение при нециклической системе обслуживания.
Выполнение многостаночником части функций наладчика, а наладчиком – части функций многостаночника способствует росту производительности труда, улучшению использования оборудования, повышению содержательности труда и квалификации многостаночников.
4. Выбор рациональной планировки рабочего места. Проектирование маршрута обслуживания станков
Важным фактором эффективной организации многостаночной работы является выбор рациональной планировки рабочего места многостаночника.
Расстановка оборудования и маршрут рабочего для обслуживания станков должны обеспечивать:
- свободный подход к каждому станку или агрегату;
- минимальное время на переходы рабочего от станка к станку (от агрегата к агрегату);
- прямую территориальную связь рабочей зоны с общими проходам и проездами, но без пересечения ими рабочей зоны;
- возможность свободного обзора всего обслуживаемого оборудования из любой точки маршрута рабочего.
На рис. 3 показаны способы расположения оборудования и маршруты рабочего при многостаночном обслуживании.
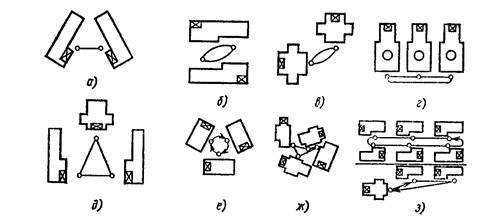
Рис. 3. Варианты расстановки оборудования и маршрутов рабочих при многостаночном обслуживании: а – угловое; б – параллельное; в – перпендикулярное; г – линейное; д – П-образное; е – кольцевое; ж – асимметричное; з – смешанное
Размещение оборудования на рабочем месте многостаночника осуществляется с учетом следующих условий. При обработке крупногабаритных и тяжелых деталей станки рекомендуется располагать в непосредственной близости друг от друга, параллельно или под некоторым углом друг к другу (рис. 3 а, б). Если рабочий обслуживает три станка, их располагают в виде буквы П или треугольника (рис. 3, д, е). Планировка группы станков (n > 3) строится таким образом, чтобы обеспечить кольцевой маршрут движения рабочего (рис. 3, ж, з).
Затраты времени рабочим на подходы к станкам занимают большой удельный вес в общем времени занятости рабочего. Поэтому определение рационального маршрута движения многостаночника является важным условием эффективной организации многостаночной работы. Даже при обслуживании только двух станков переходы рабочего от станка к станку составляют при различных вариантах их размещения от 2,75 до 6,25 м за один цикл, или от 2 до 5 км за смену. Например, при линейном расположении станков рабочему после окончания цикла приходится затрачивать дополнительное время на возврат к первому станку. Поэтому при обслуживании трех и более станков их целесообразно разместить так, чтобы рабочий совершал обходы по замкнутому (кольцевому) маршруту.
Маршрут многостаночника должен быть по возможности наиболее простым, без лишних поворотов, коротким и равномерным, учитывающим конкретные условия производства. Например, в текстильной промышленности маятниковые (односторонние) маршруты применяются при обслуживании механизмов (веретен), расположенных по одной стороне мотальных, тростильных и крутильных машин. Работница продвигается вдоль машины слева направо и возвращается справа налево.
Кольцевой (круговой) маршрут устанавливается при обслуживании механизмов, расположенных с обеих сторон машины (например, на прядильных машинах). При обслуживании автоматических ткацких станков, расположенных в несколько рядов, применяется возвратный маршрут, при котором работница обходит сначала все станки с переднего плана (по полотнам), затем возвращается, обходя их со стороны основ. Поперечно-кольцевой маршрут устанавливается при большом фронте работы. В данном случае работница перемешается по замкнутому кругу по основным проходам между рядами станков, подходя к тому из них, который требует обслуживания. Это наиболее короткий маршрут, но тогда станки не находятся под постоянным наблюдением.
Все рабочие приемы многостаночника должны быть четко спланированы, особенно циклически повторяемые технологические действия (например, установка и снятие детали, съем наработанной пряжи или ткани и т. д.), чтобы снизить до минимума простои оборудования.
Таким образом, для условий циклического обслуживания чаще используют кольцевые маршруты, исключающие возвратные подходы к станкам. При сторожевом обслуживании возвратные подходы к станкам отсутствуют, поэтому при небольшом числе станков (n < 5) целесообразно линейное расположение оборудования, а при большом − кольцевое.
Следует также добавить, что в настоящее время лучшие возможности для рациональной организации многостаночного обслуживания создаются на поточных линиях со свободным ритмом и непрерывно движущимся подвесным конвейером. Такие системы, применяемые на станочных поточных линиях, имеют ряд преимуществ при организации многостаночного обслуживания.
Во-первых, имеется возможность подобрать для рабочего места многостаночника такой комплект оборудования, при котором обеспечивается оптимальная загрузка рабочего активной работой.
Во-вторых, расположение межоперационных заделов на конвейере устраняет необходимость их хранения на рабочем месте, облегчает передвижение многостаночника, рабочие места становятся компактнее.
В-третьих, устраняется неблагоприятное влияние принудительного ритма на рабочего.
В настоящее время в результате роста фондовооруженности труда и дефицита рабочей силы распространение получает многостаночное обслуживание не только автоматического и полуавтоматического, но и универсального оборудования.
При организации многостаночного обслуживания на универсальных станках желательны следующие варианты сочетания оборудования на рабочем месте: