Реферат: Обеспечение защиты радиоэлектронных средств от влаги
1 ГЕРМЕТИЗАЦИЯ. Виды герметизации
Герметизация (ГР) - обеспечение практической непроницаемости корпуса РЭА для жидкостей и газов с целью защиты ее элементов и компонентов от влаги, плесневых грибков, пыли, песка, грязи и механических повреждений.
Различают индивидуальную, общую, частичную и полную ГР.
Индивидуальная ГР допускает замену компонентов РЭА при выходе их из строя и ремонт изделия (И). При общей ГР (она проще и дешевле индивидуальной) замена компонентов и ремонт возможны только при демонтаже гермокорпуса, что может вызвать затруднения. Выбор вида ГР зависит от срока службы РЭА. Если он мал и отсутствует необходимость в уходе, то целесообразно герметизировать все И. В противном случае герметизируют компоненты или РЭА в целом.
Дня частичной ГР РЭА применяют пропитку, обволакивание, заливку как компонентов, так и РЭА лаками, пластмассами или компаундами на органической основе. Они, как правило, не обеспечивают герметичность в течение длительного времени.
Практически-полная защита РЭА от проникновения воды, водных паров и газов достигается при использовании металлов, стекла и керамики с достаточной степенью непроницаемости. Наиболее распространенные способы такой ГР - применение металлических корпусов с воздушным, газовым (редко жидкостным) заполнением. Часто РЭА располагают в разъемном герметичном корпусе, который затем заполняют ; воздухом либо инертным газом при атмосферном или повышенном давлении, после чего корпус запаивается, Газовое заполнение не ограничивает рабочую температуру, предотвращает окисление смазки движущихся частей, понижает вероятность образования дуги между контактами реле, переключателей, улучшает тепловой режим компонентов (по сравнению с заполнением компаундами) благодаря охлаждению конвекцией газа. Недостатки разъемного герметичного корпуса: повышенные требования к механической прочности, трудность выполнения и контроля надежного разъемного соединения. Преимущество -относительно легкий доступ к компонентам РЭА.
При размещении РЭА в неразъемном (паяном или сварном) корпусе существенно затрудняется доступ к компонентам при облегчении конструкции гермокорпуса И. Важным фактором повышения эффективности ГР являются лакокрасочные, гальванические и химические покрытия пропитывающих, обволакивающих и заливочных материалов, металлическою и металпополимерного гермокорпусов.
2. ПРОПИТКА
2.1. Назначение и область применения
Пропитка - процесс заполнения изоляционным пленкообразующим материалом пор и малых зазоров в компонентах РЭА с «елью увеличения их электрической и механической (защита от повреждений) прочности, влаго-, нагрево- и химостойкости.
Пропитке подвергаются моточные изделия (трансформаторы, дроссели, катушки), детали из волокнистых и пористых материалов (каркасы катушек, монтажные колодки, платы). Пропитка в сушка выполняются при нормальном (или повышенном) атмосферном давлении или под вакуумом. Наилучшие результаты дает чередование вакуума и повышенного давления.
2.2. Особенности конструкций пропитываемых изделий
Конструкция моточных изделий должна обеспечивать хороший доступ пропиточного состава внутрь И. Жесткие выводы следует выполнять шинами из меди или латуни с антикоррозионным покрытием (лужение или серебрение), одножильным проводом типа ПЭВ, гибкие -теплостойкими проводами ПВСТ, ПТЛ, ПМРВ и др.
Пайка элементов моточных И производится припоями, температура плавления которых превышает температуру полимеризации пропиточного материала не менее, чем на 35...45 град. Нельзя применять пропитанные лаком электроизоляционные материалы: лакоткань, хлопчатобумажные (линоксинвые) и хлорвиниловые трубки и фибру. В многослойных обмотках (с числом слоев более 4) применяется микалентная бумага, стеклоткань и другие легкопропитываемые материалы. Сердечники из феррита и пермаллоя, а также катушки с обмоткой из проводов Ø 0,08 мм необходимо защищать от воздействия напряжений (возникающих при полимеризации пропиточных материалов), которые значительно уменьшают: Qсердечника и ухудшают параметры трансформатора. Для этого рекомендуется использовать прокладки из термостойких резин и специальные контейнеры. На рис.1 представлены: I - сердечник; 2-прокладка; 3- обмотка; 4- контейнер; 5- крышка контейнера; 6- смазка ЦИАТИМ- 221. А также рекомендуется использовать компаунды на основе кремнийорганического каучука типа "Виксинт-У-1-18" и теоколовые герметики типа УТ-34,
2.3. Основные свойства пропиточных материалов и рекомендации по их применению
При выборе материалов для пропитки необходимо учитывать нейтральность к элементам пропитываемого И, нетоксичность, влаго- и нагревостойкость. У эпоксидных компаундов жизнеспособность характеризуется температурой и временем выдержки (мин.) при ней, а вязкость - той же температурой и временем выдержки при ней. Значения времени для ЖС и вязкости в виде отношения ЖС/ вязкость. При использовании пропитки и заливки для И, работающих в среде с 6 =313°К и относительная влажность (Вл) 90...93% для многослойных обмоток открытое типа, индекс 1 (в кружке), после трехкратной пропитки наносят дополнительное зашитое эмалевое покрытие. При двукратной пропитке и защитном эмалевом покрытии И работоспособно при 293,5°К и Вд до 98%- при однократной пропитке и защитном эмалевом покрытии - ![]() =293,5°К и Вл 65...75%.
=293,5°К и Вл 65...75%.
После пропитки, для повышения влагостойкости, используют заливку и обволакивание. Особенностью заливки ферритовых и полупроводниковых деталей (индекс 3) является применение компаунда ЭЗК-6 без наполнителя.
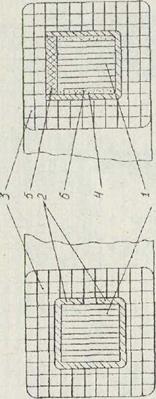 |
Рисунок 1 Конструкция тороидальной конструкции, герметизированной пропиткой
3. ОБВОЛАКИВАНИЕ И ЗАЛИВКА
3.1.Назначение и область применения;
Обволакивание - процесс образования покровных оболочек на поверхности И, предназначенных для кратковременной работы в условиях воздействия влаги. Обволакиванию может предшествовать пропитка.
Заливка - процесс заполнения изоляционным материалом свободного пространства между узлом и стенкой защитного корпуса. Изделия без корпуса заливают в специальной форме. При помощи заливки можно нанести защитный слоя компаунда на поверхность узлов РЭА, заполнять зазоры и т.п. Заливка выполняется при нормальном, повышенном давлении или под вакуумом. Наилучшие результаты дает чередование вакуума и повышенного давления. Заливка узлов РЭА, кроме защиты от метеорологических факторов, позволяет улучшить И с точными геометрическими размерами и высокой чистотой обработки поверхности, повышает механическую прочность.
Широкое распространение эти методы защиты И получили благодаря простоте технологического процесса, минимальному расходу материалов. По степени обеспечения влагостойкости обволакиваниеуступает заливке.
Обволакивание, пропитка и заливка не заменяют полную герметизацию, т.к. не исключают проникновения влаги внутрь изделия. Слабым местом являются выводы, вдоль которых образуются капилляры на границе соприкосновения материалов с разными температурными коэффициентами линейного расширения (ТКЛР).
3.2, Расчет внутренних напряжений в компаундах при заливке
Возникающие при заливке напряжения вызваны взаимодействием компаунда с компонентами заливаемого И и обусловлены в основном несвободным изменением объема И при отвердении и различием ТКЛР компаунда и заливаемых изделий.
Максимальное значение напряжения возникает на границе компаунд - заливаемая деталь. Напряжения уменьшаются по мере удаления от границы раздела и (незначительно) после термообработки. Внутренние напряжения в цилиндр1гческом полимерном теле заливки, армированной стержнем из инородного материала, можно рассчитать по формуле
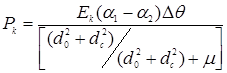
где![]() - давление компаунда на стержень (деталь), Па;
- давление компаунда на стержень (деталь), Па;
![]() - модуль упругости компаунда, Па;
- модуль упругости компаунда, Па;
--> ЧИТАТЬ ПОЛНОСТЬЮ <--