Реферат: Оборудование и основы технологии проектирования электросталеплавильных цехов
Введение
1. Вакуумные дуговые печи
2. Установки электрошлакового переплава
3. Электронно-лучевые установки
4. Установки плазменно-дугового переплава в водоохлаждаемый кристаллизатор
5. Вакуумные индукционные печи
Заключение
Используемая литература
Введение
К плавильному оборудованию цехов специальной электрометаллургии относятся вакуумные дуговые печи (ВДП), установки электрошлакового переплава (ЭШП), электроннолучевые установки (ЭЛУ), плазменные установки и вакуумные индукционные печи (ВИП). Все перечисленные плавильные агрегаты, кроме ВИП, предназначены для переплава литых или кованых заготовок в медный водоохлаждаемый кристаллизатор с целью улучшения качества металла. Особенностью большинства из перечисленных агрегатов является наличие в плавильной зоне вакуума или нейтральной атмосферы (обычно аргона), что позволяет эффективно удалять из переплавляемого металла газы и неметаллические включения, а также обеспечивать минимальный угар легирующих элементов.
1. Вакуумные дуговые печи
электросталеплавильный цех печь оборудование
Промышленное освоение этих печей относится к периоду 1953—1954 гг. Если первые слитки, выплавленные в ВДП, имели диаметр 100—150 мм, то в настоящее время, например в ФРГ, выплавляют стальные слитки диаметром 1500 и 1800 мм и массой 50 и 200 т соответственно.
Наибольшее распространение в настоящее время получили ВДП, в которых дуга горит между зеркалом расплава и расходуемым электродом, изготовленным из предназначенного для переплава металла. Оторвавшиеся от расходуемого электрода капли расплавленного и перегретого металла формируются в слиток в металлической водоохлаждаемой изложнице-кристаллизаторе (рис. 1, а). Это обеспечивает направленную кристаллизацию слитка и получение зерен с относительно мелкой структурой. В результате вакуумного дугового переплава сталей в зависимости от их химического состава содержание кислорода в составе неметаллических включений в металле снижается на 30—65 %, содержание азота уменьшается на 25-30%, водород удаляется полностью, испаряются вредные примеси цветных металлов, таких как свинец, висмут, сурьма.
Все это улучшает механические свойства металла: пластичность, усталостную прочность, ударную вязкость. В, ВДП преимущественно используется постоянный ток прямой полярности, при которой переплавляемый электрод служит катодом, а металл наплавляемого слитка анодом. Это обеспечивает более устойчивое горение электрической дуги.
Источником тепла в ВДП является мощный электрический разряд, для которого характерными являются большая сила постоянного тока и сравнительно низкое напряжение 20—ЗОВ Межэлектродный промежуток заполняется парами переплавляемого металла и выделяющимися из него газами.
Процесс плавки в ВДП осуществляется в следующей последовательности. На поддон кристаллизатора укладывают затравку (металлическую шайбу). К подвижному штоку, жестко связанному с электрододержателем, присоединяют (приваривают) расходуемый электрод. Химический состав металла затравки и расходуемого электрода должен быть одинаковым. Уплотняют плавильную камеру печи и откачивают вакуумными насосами воздух. Получив необходимый вакуум (0,06 Па), включают печь, т.е. подают на электроды напряжение, и опускают расходуемый электрод к затравке до зажигания дуги. По окончании плавки печь отключают, разгерметизируют плавильную камеру и извлекают из кристаллизатора готовый слиток.
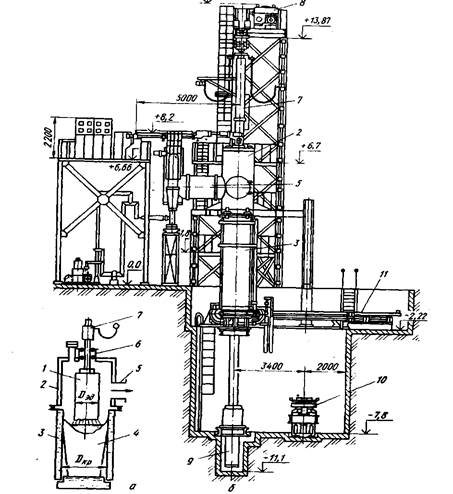
Рис. 1. Схема (а) и общий вид (б) дуговой вакуумной печи
типа ДСВ-11-2-Г37
1- расходуемый электрод; 2- рабочая (вакуумная) камера; 3-кристаллизатор; 4- слиток; 5- откачная система; 6- проходное вакуумное уплотнение; 7- токоведущий шток; 8- механизм передвижения электрода; 9,10,11- соответственно механизмы подъема, разгрузки и выката кристаллизатора
По принципу действия ВДП с расходуемым электродом разделяются на печи для плавки в глухой кристаллизатор и печи с вытягиванием слитка по мере его наплавления. При выплавке стали преимущественно применяются ВДП с глухим кристаллизатором.
Общий вид промышленной печи ДСВ-11.2-Г37, предназначенной для плавки стального слитка массой до 60 т, показан на рис. 1,6.
Отечественной промышленностью освоено производство печей серии ДСВ для выплавки стальных слитков массой от 1 до 60 т.
ВДП с глухим кристаллизатором включает следующие основные узлы: вакуум-камеру, кристаллизатор, шток электро-додержателя с механизмом подачи переплавляемой заготовки, механизм подачи кристаллизатора с расходуемым электродом в вакуум-камеру и разгрузки слитка из кристаллизатора, вакуумную систему. Одним из основных узлов ВДП является вакуум-камера, в которой размещается расходуемый электрод. Вакуум-камера представляет собой водоохлаждаемый герметичный сосуд с двойными стенками. К вакуум-камере снизу крепят кристаллизатор, который является наиболее теплонагруженным и взрывоопасным узлом печи (рис. 1). Он состоит из внутренней гильзы и наружного кожуха, между которыми имеется полость для протока воды. Гильза изготовляется из металла с высокой теплопроводностью — меди или хромистой бронзы БрХ-0,8 и имеет толщину стенки 30—40 мм. Наружный кожух кристаллизатора изготовляют обычно из немагнитной стали. Ширину водяного зазора выбирают такой, чтобы обеспечить достаточную скорость воды при отсутствии кипения и выпадения солей жесткости. Максимальная величина удельных тепловых потоков, воспринимаемых стенками кристаллизатора, составляет при выплавке стали 510—1300 кВт/м2.
Геометрические параметры печи зависят от массы и размеров слитка. При переплаве расходуемого электрода получают, как правило, цилиндрические слитки, что объясняется простотой их механической обработки при обдирке поверхности. Наряду с цилиндрическими выплавляют слитки квадратного и прямоугольного сечений.
Параметрами печи, определяющими ее габариты, особенно по высоте, являются длина слитка и соотношение длины и размеров сечения. На выбор этих параметров влияют следующие факторы:
1) возможность передела выплавленных слитков методами пластической деформации. С этой точки зрения отношение длины слитка к его диаметру не должно превышать 2,5-3 для слитков, подвергаемых ковке и прессованию. При прокатке на сорт это отношение может быть увеличено до 4-5;
2) изготовление расходуемых электродов. Стальные электроды изготавливаются посредством прокатки, ковки или отливки в изложнице или полунепрерывным методом. Длина их может быть достаточно большой;
3) удаление газов из зоны их максимального выделения. При большой длине кристаллизатора промежуток между ним и электродом начинает снижать проводимость системы откачки и дегазация металла в начале плавки ухудшается. Это особенно заметно при высоком вакууме (0,133—0,00133 Па);
4) производительность печи. Для улучшения этого показателя целесообразно максимально увеличивать длину, а следовательно, и массу слитка.
Увеличение длины слитка требует увеличения длины кристаллизатора и штока, что приводит к пропорциональному росту высоты цеха, стоимости изготовления печи и монтажа ее в цехе. Для стальных слитков, подлежащих ковке или прессованию, отношение длины к диаметру слитка не должно превышать 2,5-3,0. Для стальных слитков, прокатываемых на сортовую заготовку, это отношение следует увеличить до 4—5. Масса расходуемого электрода определяется массой слитка и остатка (огарка) электрода после плавки, а размеры электрода — выбором соотношения диаметра электрода и кристаллизатора. Решающее влияние на диаметр расходуемого электрода обычно оказывает возможность его изготовления современными средствами. При выборе сечения следует учитывать кривизну электродов, возможности центровки и крепления огарка, качество приварки к огарку. Не следует допускать уменьшение зазора между электродом и кристаллизатором менее 30—60 мм, увеличивая его при росте диаметра кристаллизатора. При чрезмерно малом зазоре может произойти переброс дуги на стенку кристаллизатора. Следует также учитывать проводимость зазора с точки зрения откачки газов из зоны дуги.
Приведенные соображения показывают, что целесообразно иметь соотношение диаметров электрода и кристаллизатора максимально близким к единице, ограничивая его лишь возможностями откачки и исключением переброса дуги. На большинстве промышленных печей величина зазора составляет при переплаве стали 30—60 мм.
2. Установки электрошлакового переплава
Способ электрошлакового переплава (ЭШП) был впервые разработан в Институте электросварки имени Е.О. Патона АН УССЕ и внедрен в промышленных условиях в 1958 г. Сущность процесса ЭШП состоит в переплаве металла расходуемого электрода в слое электропроводного флюса (шлака), размещенного в водоохлаждаемом металлическом кристаллизаторе, который устанавливается на водоохлаждаемый поддон (рис. 2)
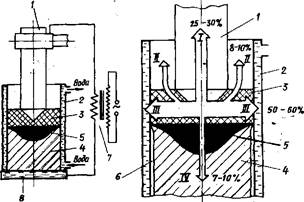
Рис. 2. Принципиальная схема однофазной установки ЭШП (а) и распределение
тепла в шлаковой ванне при использовании флюса АНФ-6 (б): 1 — расходуемый электрод; 2 — водоохлаждаемый кристаллизатор; 3 — расплавленный шлак; 4 — слиток; 5 — ванна жидкого металла; 6 — шлаковый гарнисаж; 7 — понижающий трансформатор; 8 — поддон
--> ЧИТАТЬ ПОЛНОСТЬЮ <--