Реферат: Обработка деталей РЭС резаньем
Обработка на металлорежущих станках является наиболее распространенным методом формообразования поверхности твердых тел с высокой точностью размеров и низкой шероховатостью. Например, в общей трудоемкости радиотехнических изделий бортового оборудования 20 - 35 % составляет трудоемкость механической обработки. В настоящее время проводится политика замены предварительных операций обработки резанием на более высокопроизводительные методы (обработка давлением, точное литье и др.), чтобы на металлорежущих станках проводить только заключительные операции по изготовлению деталей РЭС с целью дальнейшего снижения затрат труда и материалов на производство РЭС.
В основе процесса резания лежит деформация разрушения поверхностного слоя под действием внешних сил – сил резания.
Процесс удаления слоя материала обрабатываемой поверхности состоит в следующем (рис. 1).
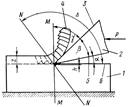
Рис. 1
Под действием силы Р резец 2 в виде клина, передней плоскостью 3 вдавливается в верхний слой материала детали 1 и подвергают его упругой и пластической деформации. Затем, преодолев внутренние силы связи, резец отрывает частицы материала от основной массы путем сдвига по плоскости NN. При движении резца под действием силы Р процесс сдвига совершается непрерывно и с обрабатываемой поверхности удаляется слой материала толщиной z в виде стружки. Плоскость стружки NN и обрабатываемая поверхность расположены под углом ∆, который зависит от физико-механических свойств материала детали и колеблется в пределах 145 - 155о . В процессе резания слой металла, прилегающий к обрабатываемой поверхности, упрочняется и при этом изменяется микро- и макроструктура верхнего слоя, повышается твердость, в нем возникают внутренние напряжения. В верхнем слое обнаруживаются макро- и микротрещины, что приводит к ухудшению физико-механических свойств (образуется дефектный слой на глубине от десятых долей микрометра до десятых долей миллиметра).
Производительность и экономичность процесса резания зависит, помимо материала детали, от свойств материала резца и формы его режущей части. Рациональная форма режущей части резца определяется в основном углами α и γ.
Угол, образованный передней плоскостью резца 3 и плоскостью ММ, перпендикулярной к обрабатываемой поверхности, называется передним углом γ. Угол γ предназначен для улучшения отвода стружки и уменьшения потерь энергии на трение стружки о переднюю плоскость резца.
Угол, образованный задней плоскостью резца 5 и поверхностью обработки 6, называется задним углом α. Он предназначен для уменьшения потерь на трение между этими поверхностями.
Угол, образованный передней 3 и задней 5 плоскостями резца, называется углом заострения β. Рациональные значения углов α и γ зависят от физико-механических свойств обрабатываемых материалов и других факторов. Для различных марок металлов оптимальное значение угла α = 6 - 12о , γ = 10 - 15о , для обработки пластмасс α = 10 - 15о , γ = 15 - 20о .
Для изготовления режущих инструментов применяют материалы с высокой механической прочностью, износостойкостью и теплостойкостью: углеродистые инструментальные стали марок У10А, У11А, У12А; легированные стали 9ХВТ, ХВГ, ХГ, 6ХС, 9ХС; быстрорежущие стали марок Р9, Р12, Р18; металлокерамические твердые сплавы, специальные марки керамики, технические алмазы и другие абразивные материалы; твердые сплавы: вольфрамовые ВК2, ВК3, ВК6; титано-вольфрамовые ТК4В, Т15К6, титано-тантало-вольфрамовые ТТ7К12, ТТ10К8Б.
Из углеродистых инструментальных сталей изготавливаются инструменты, работающие с малыми скоростями резания (метчики, плашки, развертки). Быстрорежущие стали применяются для изготовления различных режущих инструментов с последующей закалкой до твердости HRC 62-64, которую они сохраняют в процессе работы до температуры 615 – 620 о С. Из твердых сплавов изготавливают инструменты, работающие с большими скоростями резания, сохраняющие режущие свойства до температуры 800 – 900 о С. Режущие инструменты на основе твердых сплавов применяют для обработки закаленных сталей, стекла, керамики. Для резцов используют пластины из твердых сплавов, припаянных к стержню резца твердыми припоями или прикрепленных механическим способом. Технический алмаз изготавливается путем огранки и крепится на стержне резца твердым припоем. Алмазные резцы имеют высокую износостойкость, обеспечивают высокую производительность и низкую шероховатость поверхности, но применяются только для обработки цветных металлов и сплавов.
При обработке материала резанием вся механическая работа деформации материала заготовки переходит в тепло, которое, выделяясь в зоне резания, понижает режущие свойства инструмента, снижает его износостойкость и ухудшает физико-механические свойства материала изделия. По этой причине процесс резания ведут с охлаждением, для чего применяют смазочно-охлаждающие вещества. Они снижают температуру резца и детали, уменьшают силу трения и износ инструмента. При резании в месте контакта инструмента с обрабатываемым материалом могут возникать давления порядка 1000 - 3000 МПа и температура, близкая к температуре плавления материала, что затрудняет попадание смазочных веществ на поверхности обработки. Поэтому к смазочно-охлаждающим веществам предъявляются следующие требования: хорошая теплопроводность, хорошая прочность сцепления с охлаждающей поверхностью, высокая температура кипения, высокие антикоррозионные свойства. В качестве охлаждающих веществ применяют: жидкие - водные эмульсии масел (минеральные, животные и растительные масла с добавлением хлора, фосфора и серы, керосин, скипидар); газообразные - (воздух, азот, углекислый газ); твердые - (порошки парафина, воска, битума, порошки мыла и др).
Технологическим оборудованием при формообразовании деталей резанием являются металлорежущие станки. По способу осуществления процесса резания они делятся на следующие группы: токарные, сверлильные, фрезерные, строгальные, протяжные, шлифовальные, специальные и др. Технологические операции обработки деталей резанием по точности и чистота обработки делятся на предварительные и финишные.
2. Обработка деталей на станках токарной группы
На токарных станках производится обработка наружных и внутренних цилиндрических, конических, фасонных поверхностей, торцевых плоскостей; нарезка резьбы внутренней и наружной резцами, метчиками и плашками; обрабатываются отверстия сверлами, зенкерами, развертками; накатывается рельеф и мелкомодульные зубчатые колеса и др.
На рис. 2 изображена упрощенная схема обработки наружной цилиндрической поверхности и на токарном станке с установленной деталью 5 в центрах 4,7.
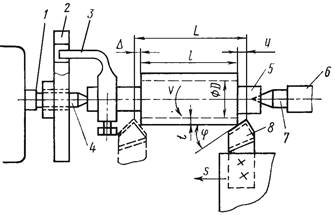
Рис. 2
Передний центр 4 установлен в шпинделе 1 станка, а задний 7 установлен в пиноле задней бабки 6 станка. Скорость вращения сообщается детали шпинделем 1 через планшайбу 2 и поводковый хомутик 3. Механизмами подачи станка сообщается поступательное перемещение S резцу 8, закрепленному в суппорте, относительно заготовки 5, которая вращается со скоростью V.
В зоне резания на режущую кромку резца действует сила резания R, которую можно разложить на три составляющие: Рx – осевую силу или усилие продольной подачи; Ру – радиальную силу; Рz – тангенциальную (касательную) силу. Сила резания определяется из соотношения
![]() . (1)
. (1)
На основании исследований между составляющими силы резания установлены следующие отношения:
| Ру = (10,4 – 0,5) Рz , | (2) |
| Рz = (0,25 – 0,35) Рz . |
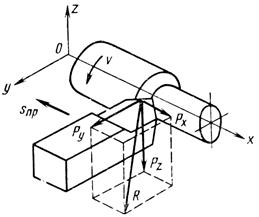
Рис. 3
Тангенциальная составляющая Pz создает крутящий момент, приложенный к заготовке
Мк = Рz . D/2, (3)
где D – диаметр заготовки.
Энергия, затрачиваемая на процесс резания, определяется как работа, совершаемая составляющими Рx и Рz ; составляющая Ру работы не совершает, так как в направлении действия этой силы перемещение отсутствует при обработке наружной поверхности.
Скорость перемещения в направлении силы Рz равна скорости резания (м/мин), которая находится из соотношения
--> ЧИТАТЬ ПОЛНОСТЬЮ <--