Реферат: Обработка поверхностей деталей летательных аппаратов

отсюда при HB 3В имеем глубину отпечатка:
при ![]() скорость вылета шарика
скорость вылета шарика![]() :
:
![]()
![]()
Глубина упрочненного слоя находится из соотношения:
![]()
Если учесть, что ![]() d, то площадь поверхности отпечатка шарика диаметром
d, то площадь поверхности отпечатка шарика диаметром ![]() приблизительно равна площади круга с диаметром d :
приблизительно равна площади круга с диаметром d :
 (4)
(4)
Из (4) выражение для ![]() :
:
![]()
![]()
![]()
глубина наклепанного слоя ![]() равна:
равна:
![]()
![]()
![]()
![]()
2.4 Расчет параметров алмазного выглаживания цилиндрической части.
Алмазное выглаживание заключается в пластическом деформировании обрабатываемой поверхности скользящим по ней инструментом-выглаживателем, что позволяет получить упрочненную поверхность с низкой шероховатостью и сжимающими остаточными напряжениями, распространяющимися на значительную глубину. При этом в месте контакта инструмент-деталь (в очаге деформирования) происходит локальный переход металла в состояние текучести, в результате чего изменяются характеристики поверхностного слоя, что в итоге повышает сопротивление усталости деталей при эксплуатации.
Назначение режимов обработки выглаживания сводятся к определению оптимальных значений силы выглаживания ![]() , радиуса
, радиуса ![]() рабочей части индентора, подачи
рабочей части индентора, подачи ![]() , скорости обработки
, скорости обработки ![]() , числа рабочих ходов
, числа рабочих ходов ![]() .
.
Критерий выбора радиуса сферы – твердость материала.
Для стали 12Х2Н4А назначим ![]() = 3.4
= 3.4 ![]() [2, стр.62].
[2, стр.62].
Оптимальное значение силы выглаживания![]() можно определить по формуле:
можно определить по формуле:
![]() Н
Н
Здесь:
с = 0,008 – коэффициент, учитывающий условия обработки,
![]() – диаметр детали,
– диаметр детали,
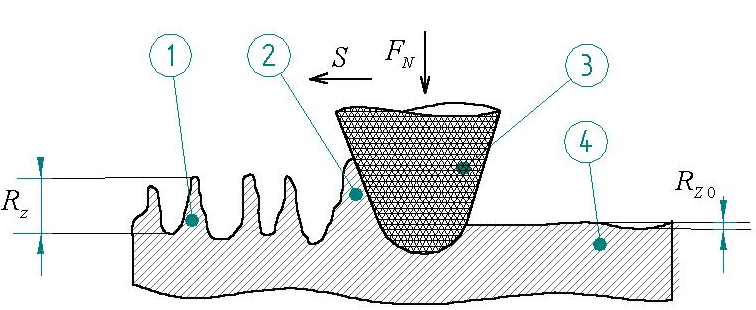
Рис. 6. Схема деформирования поверхностного слоя
при алмазном выглаживании ( в направлении подачи)