Реферат: Обработка стекла
Развитие физики в последнее время требует от физиков знания основных свойств стекла как материала и способов его обработки.
Мастера, изготовляющие стеклянные приборы и термометры, изучают в профессиональной школе все необходимые и наиболее важные приемы стеклодувного искусства. Некоторое дополнение к этому дает курс для юстировщиков аппаратов и термометров. В учебных планах предусмотрены разделы юстировки приборов для измерения емкостей и температуры, а также указано на необходимость знания систем единиц измерения. Специальные познания в таких областях, как, например, металлические впайки, техника высокого вакуума, можно приобрести только опытом и практикой. Не считаясь с очевидными трудностями, молодые физики и химики сами должны овладеть стеклодувным искусством, наблюдая за работой стеклодувов и практически упражняясь. Отсылая читателя к целому ряду пособий, в которых подробно изложена стеклодувная техника, следует упомянуть о некоторых наиболее важных стеклодувных приемах, которые встречаются в лабораторной практике.
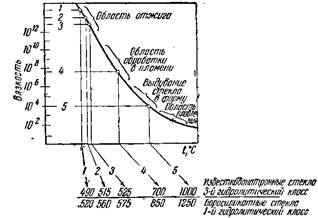
Рис. 1. Вязкость стекла.
На рис. показана кривая изменения вязкости обыкновенного стекла в процессе его нагревания при обработке. На графике отмечены в единицах вязкости основные области этого процесса. Нижняя температура снятия натяжений 1 соответствует температуре, при которой следы внутренних натяжений в стекле по истечении 15 часов становятся исчезающее малыми. При этой температуре вязкость стекла равна 1014 пуазов. За верхнюю температуру снятия натяжения 2 принимается температура, при которой напряжения в стекле почти полностью исчезают за 15 минут. По Лилье этой температуре соответствует вязкость 1014 пуазов. Точке превращения 3 соответствует вязкость 1013 пуазов. При температуре, соответствующей точке превращения, происходит большее или меньшее изменение электропроводности, теплового расширения и других физических свойств стекла.
В качестве полусырого продукта в большинстве случаев применяются стеклянные трубки, стеклянные палочки, а также изготовленные в стеклодувных мастерских полые детали.
В продаже имеются следующие типы трубок:
| Диаметр, MM | Толщина степки | ||
| трубки для сгибания, MM | цилиндрические трубки, MM | пробирные трубки, MM | |
| 4—15 14-25 24-35 34—50 50-100 | 0,75-1,25 1,00—1,50 1,40-2,20 2,00—3,00 | 0,40—0.75 0,70-1,0 1,00—1,50 1,50—2,00 2,00—3,00 | 0,40-0,60 0,50—0,75 0,75—1,00 |
Капиллярные трубки: наружный диаметр от 0,5 до 8 mm, для большей прочности делаются с толстыми стенками. Их толщина должна быть по крайней мере вдвое больше диаметра отверстия капилляра.
Водомерные трубки: диаметр от 10 до 30 мм, толщина стенок составляет V8 диаметра; часто покрыты с одной стороны белой эмалью. В большинстве случаев из очень тугоплавких стекол.
Тонкостенные трубки: наружный диаметр <10 мм, толщина стенок-<0,4 мм.
Трубки первого и второго типа, а также стеклянные палочки можно изготовлять машинным способом. Обычные допуски на равномерность поперечного сечения и толщину стенок у машинотянутых труб меньше, чем при ручном вытягивании. Для диаметров труб, превышающих 60 мм, пользуются исключительно ручным методом вытягивания.
Основные сорта стекол, применяемые при машинном изготовлении стеклянных трубок:
1) не содержащие свинца, легкоплавкие стекла: LR- и AR-стекло Рур, нормальное стекло осрам, GW-стекло;
2) содержащие свинец стекла: М-стекло, Филипс-стекло, Р56;
3) тугоплавкие стекла: дурап-стекло, приборное стекло 20, разотерм 20, приборное стекло специального назначения, пирекс, пирекс специального типа, феникс, R-стекло.
Начинающим рекомендуется применять тугоплавкое стекло, в котором возникающие натяжения не так легко вызывают излом благодаря малому коэффициенту линейного расширения.
Набор основных и вспомогательных инструментов при стеклодувных работах очень невелик: для работ на стеклодувном столе пользуются пламенем настольной газовой горелки с дутьем, «лампы», а для работ на стационарных стеклянных установках служит переносная ручная горелка с регулируемым пламенем и дутьем.
В большинстве случаев можно довольствоваться настольной горелкой с регулируемым дутьем, какие обычно применяются в лабораториях для прокаливания или нагревания тиглей и т. п. Для того чтобы иметь возможность менян, длину и объем пламени, целесообразно применять насадки с отверстием различного диаметра.
В том случае, если нет газа, для дутья стекла можно пользоваться пропаном, получающимся как побочный продукт при синтезе бензина. Ранее встречавшиеся трудности, связанные со слишком малой скоростью сгорания, в настоящее время устранены благодаря целесообразной конструкции смесительной камеры с газовоздушной регулировкой. Пропан только при определенном соотношении с воздухом дает необходимую скорость горения, которая, во-первых, устраняет срыв пламени и, во-вторых, обеспечивает достаточно резкое острое пламя. Нововведенная смесительная камера обеспечивает наивыгоднейшие соотношения газа и воздуха для различной величины пламен.
Помимо ножа для резки стекла и точильного камня при нем, необходимы шаблоны — различной величины треугольники из листовой латуни на деревянных рукоятках; при работе, во избежание прилипания к вязкому стеклу, их следует время от времени покрывать воском. С помощью этих шаблонов производится отделка кромок, их отбортовка и придавливаемые, расширение концов труб. Кроме того, необходимо иметь стеклодувные пинцеты с надежными железными концами и термоизолированной ножкой; в крайнем случае можно ограничиться медицинским пинцетом длиною 20—30 см с округленными концами. С помощью пинцета можно удалять излишнее количество еще не затвердевшего стекла или зажимать отверстия; эти пинцеты служат также для сдавливания стеклянных палочек при запаивании небольших отверстий или для «сшивания» трещин. Для работ на стационарных стеклодувных аппаратах пинцет, наряду с ручной горелкой, является наиболее важным инструментом.
Стеклодувный стол и стул должны находиться в месте, свободном от сквозняков, и не на солнечном свету. Высота стола и стула должна быть такой, чтобы при работе можно было свободно опереть локти на стол. В том случае, если отсутствует обычный воздуходувный насос, можно использовать водоструйный насос. Хорошо зарекомендовал себя насос Фридрпхса — Алтингера, в котором водоструйный насос, имеющий на конце спиральную стеклянную трубку, впаян внутрь стеклянного сосуда с трубками вверху для выхода воздуха и внизу для отвода воды; благодаря центробежному ускорению, которое приобретает засасываемый воздух, этот насос имеет высокую производительность.
В простейших случаях можно довольствоваться водоструйным насосом, соединенным со склянкой Вульфа, как показано на рис. Вода здесь собирается на дне сосуда и выгоняет засасываемый насосом воздух через второй тубус вверх. Путем дросселирования стока воды и ограничения отбора воздуха давление внутри сосуда может быть поднято до желаемой величины. Надо иметь, однако, B виду, что при чрезмерном дросселировании и при большом расходе воздуха уровень воды поднимается слишком высоко, так что вода может попасть в трубку, отводящую воздух.
Если при обработке какой-либо детали необходимо предохранить ее от влаги, например от дыхания, то воздух можно осушить, пропуская его через осушитель с хлористым кальцием. Также можно подвесить к закрытой трубке резиновый мешок, который при надувании повышает давление в обрабатываемой детали.
Начинающему важно знать, что стеклянную трубку необходимо непрерывно вращать в пламени. При изменении режима дутья об этом вращении часто забывают, что может нанести вред уже начатой работе. Стеклянную трубку охватывают сверху пальцами левой руки так, чтобы она лежала на согнутом среднем и безымянном пальце; вращают ее с помощью большого и указательного пальцев.
Важно обеспечить по возможности равномерное вращение. Основы стеклодувного искусства лучше всего изучить, оттягивая кончики трубок. Если начинающему удается у 10-мм трубы оттянуть симметричный по форме, не очень резко суживающийся конусообразный конец, то начальные основы стеклодувного искусства можно считать освоенными. Далее, важно знать, что стеклянную трубку сначала надо прогреть на холодном, коптящем пламени, прежде чем подвергать ее действию полного пламени газовой горелки. Наиболее горячей частью пламени, как известно, является конец голубого конуса. Трескаются трубки в большинстве случаев вследствие слишком внезапного их нагревания. Вообще, можно сказать, что опасность растрескивания трубки уже миновала, если пламя окрасилось в желтоватый цвет испаряющимися щелочными ионами. Равномерное вращение весьма затруднено в том случае, если стеклянное тело имеет стенки неравномерной толщины или если оно отклоняется от прямолинейной формы. Но здесь может помочь только практика.
Особого обращения требует свинцовое стекло, которое нетрудно узнать по быстрому почернению краев при легком плавлении. Для обработки свинцового стекла необходимо сильно окисляющее пламя, т. е. пламя с избытком воздуха или добавлением кислорода. Свинцовые стекла легко соединяются с металлами и стеклами других сортов и поэтому часто применяются в качестве «переходных стекол».
Если в изделии имеются утолщения, они должны быть раздуты, так как неравномерные места на стенках приводят к возникновению напряжений, которые впоследствии являются причинами появления трещин и разломов. Для того чтобы возникающие напряжения по возможности сгладить еще в. процессе дутья, в особенности у толстостенных приборов, их необходимо после изготовления в течение нескольких минут охлаждать в коптящем пламени. Если дело касается внутренних спаев или очень сложных стеклянных конструкций, то для их охлаждения необходимо иметь в своем распоряжении особую печь или соответствующий футляр. Сравнительно просто здесь можно помочь себе таким приемом: из листового материала делают широкую гильзу, диаметром 60—80 мм, к дну которой в качестве ручки прикрепляют отрезок полосового железа; внутри гильзу обкладывают толстым асбестовым картоном и перед употреблением держат ее отверстием вниз над пламенем горелки до тех пор, пока ее внутренняя полость не раскалится докрасна. Вслед за этим горячую стеклянную деталь вносят в гильзу, закрывают горячим асбестом и держат там до полного остывания.

Водоструйный насос для дутья.
--> ЧИТАТЬ ПОЛНОСТЬЮ <--