Реферат: Организация строительства и управление качеством
3) подсчитывают кумулятивную сумму начиная с видов брака, которым соответствуют максимальные суммы потерь; их общую сумму принимают за 100%;
4) на миллиметровке откладывают по оси абсцисс виды брака, начиная с тех, которым соответствуют максимальные суммы потерь, а по оси ординат—суммы потерь;
5) строят на миллиметровке столбчатый график, где каждому виду брака соответствует прямоугольник (столбик), вертикальная сторона которого соответствует значению суммы потерь от этого вида брака (основания всех прямоугольников равны), и вычерчивают кривую кумулятивной суммы (кумулятивного процента). На правой стороне графика по оси ординат откладывают значения кумулятивного процента. Полученный график называется диаграммой Парето (см. рис. 2.7);
6) для диаграммы Парето указывают ее название, период получения данных, число данных, процент брака, итоговую сумму потерь и т. д. .
При взгляде на построенную диаграмму Парето становится ясным, что фактор «коробление» оказывается самым весомым и является причиной появления потерь, составляющих примерно 43% от их общей суммы. Естественно, анализ этого фактора и выяснение причин появления этого дефекта будут наиболее эффективными для решения проблемы. Из графика можно легко понять, что три вида брака, составляющих около 30% общего числа видов брака, составляют примерно 75% всей суммы потерь. Результаты анализа этой группы дефектов (группы Л}, как легко видеть, должны дать максимальный эффект в улучшении качества изделий.
Анализ дефекта «коробление», т. е. выявление причин его .выявления, был проведен на занятиях кружка качества. Для этого была построена причинно-следственная диаграмма (рис. 2.9). 30 .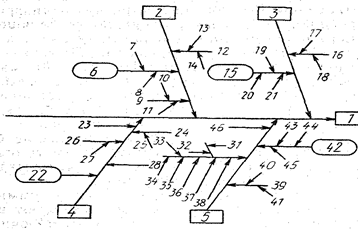
: Рис,; 2.9. .Причинно-следственная диаграмма для анализа коробления кровельных листов:
/--коробление; 2-материал; 3-формовочный станок; 4-методы операций; 5-оператов 6- .двфекты материала; 7-растяжение по краям; 8-растяжение а центре; 9-качестзсi материала; 10-прочность на растяжение; 11-твердость; 12-исходная толщина листа- /3-толщина слоя краска: 14-толщина плакировки; 15-регулировка; 16-техническое обслуживание и контроль; 17— повседневный контроль, (текущий контроль); 18—периодический контроль- 19— центрирование валков; 20—составление теста; 21— разница в высоте валкое; 22—операции формовочного станка; 23— принятие материала; 24— рабочий стол- 25—одинаковость высоты с высотой формовочного станка; 26— степень горизонтальности пола на рабочем месте- 27— степень горизонтальности станка; 28— содержание операций; 29— условия, в которых проводятся операции; 30— подготовка рабочего места; 31— уборка; 32— индикация бёзопасности; 33— вентиляция; 34— шум; З5— грязь; 36— освещение; 37— температура;38—окраска; 39— обучение и практика; 40—планируемая долговременная учебная практика; 41— работает постоянно или временно; 42—уровень мастерства: -43—стаж работы; 44— одежда; 45—консультации оператору; 46—личные достижения
Исследование причинно-следственной диаграммы показало, что среди всех занесенных в диаграмму причин особенно влияют на ухудшение качества изделий. Следующие факторы: регулировка формовочного станка, дефекты материала, операции формовочного станка и уровень мастерства операторов. Для выделенных основных факторов была составлена специальная диаграмма Парето (рис. 2.10), из которой явствует, что наиболее важной причиной .ухудшения уровня отладки формовочного станка является центрирование валков.
Для устранения основных причин брака был пересмотрен стандарт на регулировку формовочного станка, проверен специальным тестом и, поскольку были обнаружены возможности его улучшения, в него были внесены изменения. Было также организовано повышение квалификации операторов.
После этого была построена диаграмма Парето (рис. 2.8) для сравнения с диаграммой (рис. 2.7), построенной до улучшения стандарта. Из сравнения диаграмм видно, что в результате улучшения качества изделия по фактору «коробления» удалось сократить сумму потерь от брака примерно на 30%.
В некоторых случаях, несмотря на отсутствие заметных изменений общего количества брака, меняют порядок расположения факторов, влияющих на появление брака. При нарушении стабильности процесса в этом случае нестабильность будет сразу замечена. Ч
Если удается уменьшить влияние этих факторов в одинаковой степени, проявится высокая эффективность улучшения.
9) бывает, что факторы, доля влияния которых уменьшилась, и факторы, доля влияния которых не изменилась после улучшения, находятся между собой в корреляционной зависимости.
Оглавление
Гистограмма
Гистограмма представляет собой столбчатый график, построенный по полученным за определенный период (например за неделю или за месяц) данных, которые разбиваются на несколько интервалов; число данных, попадающих в каждый из интервалов (частота), выражается высотой столбика (рис. 2.14).
Данные для построения гистограммы собирают в течение длительного периода — недели, месяца, года и т. д.
Систематизируя большое число данных, собранных за длительный срок, анализируют их распределение (среднее значение и » разброс), комбинируя методы «семи инструментов контроля качества», и получают важную информацию для оценки проблемы и нахождения способов ее решения. Так, при контроле качества изделий используют следующие методы.
1. Для ежемесячного анализа условий изменения доли дефектных изделий используют график, представляемый ломаной линией (изменение во времени).
2. Долю дефектных изделий отдельно, по видам брака исследуют с помощью диаграммы Парето и кругового графика.
3. Изменение факторов, влияющих на появление брака, по месяцам исследуют с помощью ленточного графика.
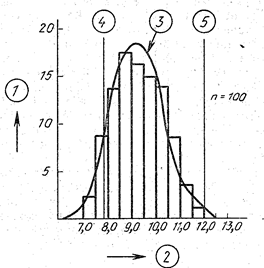
Рис. 2.14. Пример гистограммы:
/—частота; 2— толщина пластины, мм; 3— кривая распределения частоты; 4— нижнее предельное значение нормы; 5— верхнее предельное значение нормы (верхняя граница нормы)
4. Долю дефектных изделий, число дефектных изделии и показатели качества контролируют с помощью контрольных р- карт, рn-карт и (х— R)-карт.
5. Отношение между факторами, влияющими на появление дефектов (причинами) и самими дефектами (результатом), исследуются с помощью причинно-следственной диаграммы.
6. Показатели качества при высоком проценте дефектных изделий сравнивают со стандартами с помощью гистограммы.
Комбинация различных методов анализа позволяет исследовать проблему с самых разных точек зрения, что имеет большое значение для оценки положения, нахождения путей решения проблеммы и проведения мероприятий по улучшению состояния процесса.
![]() Как уже говорилось выше, насколько бы идентичными ни были условия производства, показатели качества всегда имеют определенный разброс. Автоматизация производства уменьшает разброс, но не устраняет его совсем. Однако при внимательном рассмотрении можно видеть, что разброс подчиняется определенным закономерностям. Обычно частота разброса оказывается максимальной в центре зоны разброса, а чем дальше от центра, тем частота меньше, т. е. чаще; всего разброс подчиняется нормальному закону распределения. Следовательно, систематизируя показатели качества и анализируя построенную для них гистограмму, можно легко понять вид распределения, а определив среднее значение x’ и стандартное отклонение s , можно провести сравнение показателей качества с контрольными нормативами и таким образом получить информацию высокой точности.
Как уже говорилось выше, насколько бы идентичными ни были условия производства, показатели качества всегда имеют определенный разброс. Автоматизация производства уменьшает разброс, но не устраняет его совсем. Однако при внимательном рассмотрении можно видеть, что разброс подчиняется определенным закономерностям. Обычно частота разброса оказывается максимальной в центре зоны разброса, а чем дальше от центра, тем частота меньше, т. е. чаще; всего разброс подчиняется нормальному закону распределения. Следовательно, систематизируя показатели качества и анализируя построенную для них гистограмму, можно легко понять вид распределения, а определив среднее значение x’ и стандартное отклонение s , можно провести сравнение показателей качества с контрольными нормативами и таким образом получить информацию высокой точности.
![]() Гистограмма применяется главным образом для анализа значений измеренных параметров, но может использоваться и для расчетных значений благодаря простоте построения и наглядности гистограммы нашли применение в самых разных областях:
Гистограмма применяется главным образом для анализа значений измеренных параметров, но может использоваться и для расчетных значений благодаря простоте построения и наглядности гистограммы нашли применение в самых разных областях:
для анализа времени нахождения в банке, в больнице и т. д., времени реагирования группы обслуживания от момента получения заявки от клиента, времени обработки рекламации от момента ее получения и т. д.;
для анализа сроков получения заказа (за контрольный норматив принимается срок поставки согласно договору); для анализа значений показателей качества, таких как размеры, масса, механические характеристики, химический состав, выход продукции и др. при контроле готовой продукции, при приемочном контроле, при контроле процесса в самых разных сферах деятельности;
для анализа чистого времени операций, времени истирания режущей поверхности, и т. д.; для анализа числа бракованных изделий, числа дефектов, числа поломок и т. д.
Гистограмма строится в следующем порядке.