Реферат: Основные принципы и особенности организации многопредметной непрерывно-поточной линии
![]() дней;
дней; ![]() дней;
дней; ![]() дней.
дней.
Длительность производственного цикла каждого изделия j-го наименования определяется по формуле (8.52):
![]() смен;
смен; ![]() смен;
смен; ![]() смен.
смен.
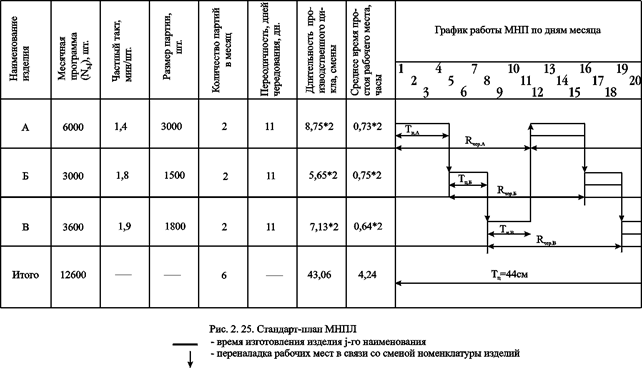
После определения календарно-плановых нормативов I и II групп производится построение стандарт-плана многопредметной непрерывно-поточной линии с последовательно-партионным чередованием.
Построение стандарт-плана МНПЛ. Стандарт-план МНПЛ строится на период, равный наибольшему периоду чередования (ритму), но обычно не более чем на месяц. Пример построения стандарт-плана приведен на рис. 2.
 |
|
Стандарт-план поточной линии показывает чередование изделий на линии, время занятости линии изготовлением каждого изделия j-го наименования, режим работы линии в те периоды, когда она работает со своими частными значениями ![]() .,
., ![]() и
и![]() .
.
Из рисунка видно, что линия в течение месяца занята 43,06 смены (21,53*2), а с учетом переналадок, которые составляют 4,24 часа, баланс рабочего времени поточной линии равен 44 смены.
ЛИТЕРАТУРА
1.Организация и планирование производства на машиностроительном предприятии/ Под ред. В.А.Летенко. – М.: Высшая школа, 2002. – 606 с.
2.Организация производства и управление предприятием. Учебное пособие / Под ред. О.Г.Туровца. – М.: ИНФРА-М, 2002. – 350 с.
3.Организация, планирование и управление предприятием машиностроения.. И.М.Разумов, Л.А.Глаголева, М.И.Ипатов и др. – М.: Машиностроение, 2002. – 544 с.