Реферат: Особенности сварки алюминия
Введение
1. Особенности сварки алюминия и его сплавов, применяемые материалы
1.1 . Удаление окисной пленки с поверхности свариваемого металла
1.2. Конструктивные и технологические особенности сварки алюминия и его сплавов
1.3. Материалы для сварки алюминия и его сплавов
2. Обзор наиболее распространенных способов сварки алюминия и его сплавов
2.1. Ручная дуговая сварка покрытыми электродами алюминия и его сплавов
2.2. Аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки
2.2.1. Сварка вольфрамовым электродом переменным симметричным током
2.2.2. Сварка вольфрамовым электродом переменным асимметричным током
2.2.3. Импульсная сварка вольфрамовым электродом
2.3. Плазменная сварка алюминия и его сплавов
2.4. Механизированная аргонодуговая сварка плавящимся электродом
2.4.1. Механизированная сварка плавящимся электродом
2.4.2. Механизированная импульсно-дуговая сварка плавящимся электродом
3. Оценка способов дуговой сварки алюминия и его сплавов
4. Техника безопасности и пожарные мероприятия при выполнении сварочных работ
Список литературы
Введение.
Алюминий и его сплавы играют важную роль в современной промышленности. Это обусловлено тем, что большинство промышленных сплавов алюминия обладает рядом уникальных свойств: сочетание высоких механических свойств (высокая удельная прочность .В/.) и физических свойств (малая плотность ., высокая теплопроводность, которая в 3-3.5 раза выше, чем у стали).
В работе [1] приведены данные о потреблении алюминия и его сплавов в мире за 1998 год.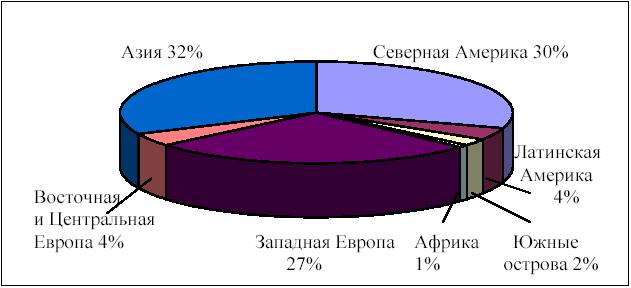
Рис.1. Применение алюминия и его сплавов в 1998 году в разных частях мира
Основными областями применения являются транспорт (авиационная промышленность, кораблестроение, вагоностроение), строительство (металлоконструкции общего назначения) и упаковочная промышленность.
Рис.2. Применение алюминия и его сплавов в промышленности
Большинство промышленных сплавов представляют собой сложные металлургические системы. В качестве основных легирующих элементов для алюминия используют магний, марганец, медь, кремний, цинк, реже никель, титан, бериллий, цирконий. Большинство легирующих элементов образуют с алюминием твердые растворы ограниченной растворимости, а также промежуточные фазы с алюминием и между собой (например, Mg2Si, CuAl2). Суммарное содержание легирующих элементов, как правило, не превышает15%. алюминия марганцем или магнием способствует повышению его прочности.Дополнительного упрочнения, как и для технического алюминия, можно достичь нагартовкой (наклепом). Однако применение нагартованного металла в сварных конструкциях менее удобно, чем использование ненагартованного или отожженного. Нагартованный металл, в особенности с повышенным содержанием легирующих примесей, труднее деформировать при изготовлении заготовок под сварку. Кроме того, эффект нагартовки легко снимается сварочным нагревом. Временное сопротивление сплава АМг6 в отожженном и нагартованном состояниях 320 и 380 МПа соответственно.
Максимальную прочность термически упрочняемых сплавов получают в результате закалки и последующего старения. В закаленном и состаренном сплаве упрочнение обеспечивается образованием зон Гинье – Престона (зонное упрочнение) или мелкодисперсных фаз (фазовое упрочнение). Закалку сплава осуществляют погружением его в воду. При этом создается пересыщенный твердый раствор алюминия. При последующей выдержке на воздухе и комнатной температуре (естественное старение) или при температуре 100 – 190°С (искусственное старение) прочность полуфабрикатов повышается в 2 2,5 раза. Временное сопротивление термически упрочняемых сплавов достигает 400 – 500 МПа и более.
Чем меньше примесей в алюминиевом сплаве, тем, как правило, выше его пластичность. Технический алюминий, алюминиево-марганцевый и низколегированные сплавы с магнием вплоть до АМг5 легко деформируются в холодном состоянии. Образцы сплава АМг6 в зависимости от толщины, содержания сопутствующих примесей могут быть изогнуты на 100—180°. Термически упрочняемые сплавы допускают деформацию только в закаленном состоянии, а в состаренном состоянии изгибу не подлежат. Их можно деформировать после небольшого нагрева (150 – 200°С).
В связи с тенденцией замены черных металлов алюминием и его сплавами во многих отраслях техники, строительства и транспорта эту замену следует осуществлять с учетом технико-экономических преимуществ того или иного сплава перед сталью. При использовании алюминиевых сплавов необходимо также учитывать их коррозионную стойкость и свариваемость.
Коррозионная стойкость алюминия и его сплавов определяется наличием на поверхности изделий плотной окисной пленки. Алюминий совершенно нетоксичен, чем определяется широкое применение его в пищевой промышленности. Он весьма стоек в окислительных средах. В связи с этим его используют в сосудах для транспортировки и получения азотной кислоты и т.п. Как правило, чем меньше примесей в техническом металле, тем выше его коррозионная стойкость. Алюминий и его сплавы совершенно непригодны для работы в щелочной среде.
Под свариваемостью понимают совокупность свойств, определяющих возможность получения сварных соединений определенного качества при данном способе сварки. Чем легче получаются качественные соединения, тем выше свариваемость сплава. Многогранное понятие «свариваемость» включает склонность сплавов к образованию трещин, пористости, механические свойства сварных соединений, коррозионную стойкость и пр. При сварке плавлением свариваемость зависит от химического состава сплава и его структуры, которая создается в результате металлургического передела слитка. Среди физико-химических характеристик металла наибольшее влияние на свариваемость оказывают наличие окисной пленки, химический состав, теплопроводность, температура плавления, плотность, коэффициенты теплопроводности и линейного расширения. Последнее приводит к тому, что уровень деформации алюминиевых сварных конструкций в 1.5-2 раза выше, чем у аналогичных стальных конструкций.
--> ЧИТАТЬ ПОЛНОСТЬЮ <--