Реферат: Особенности сварки алюминия
1 – электрод; 2 – свариваемый металл; 3 – расплавленный металл сварочной ванны; 4 – окисные пленки на поверхности соединяемых кромок; 5 – подкладка с канавкой; 6 – металл шва.
Вероятность полного удаления окисных пленок с торцевых поверхностей свариваемых кромок повышается с увеличением глубины канавки. В то же время слишком глубокая канавка требует дополнительного расхода сварочной проволоки для ее заполнения, а чрезмерно высокий валик на обратной стороне шва будет способствовать концентрации напряжений в зоне сплавления. На практике обычно применяют подкладки с глубиной канавки 1.2-2 мм. При правильно выбранном и стабильном режиме сварки такая глубина канавки более чем в 1.5 раза превышает высоту оставшихся под дугой окисных пленок и обеспечивает их полное удаление в поверхностный слой нижнего усиления шва. Канавка должна иметь достаточную ширину, чтобы обеспечить нормальное прогибание окисных пленок на нижней поверхности состыкованных кромок в условиях возможного смещения стыка в процессе сварки.
1.2. Конструктивные и технологические особенности сварки алюминия .
Как было сказано выше, из-за большого коэффициента теплопроводности и линейного расширения алюминия, существенно искажается форма, и изменяются размеры сварных конструкций из алюминиевых сплавов. Поэтому, необходимо использовать конструктивные и технологические методы уменьшения сварочных деформаций вне зависимости от выбранного вида сварки.
Конструктивные способы уменьшения деформаций и напряжений предусматриваются при проектировании сварного соединения. К ним относятся уменьшение количества сварных швов в изделии, симметричное расположение ребер жесткости, швов, косынок. Для уравновешивания деформаций припуски деталей на усадку должны быть равны усадке с тем, чтобы размеры конструкции после сварки соответствовали проектным. Необходимо предусматривать возможность использования зажимных сборочно-сварочных приспособлений для предотвращения смещения свариваемых кромок относительно друг друга в процессе сварки. Повышенная склонность к деформации свариваемых соединений алюминия и его сплавов способствует появлению в них горячих трещин. Особенно склонны к образованию горячих трещин стыковые швы, близко расположенные друг к другу из-за пересечения зон термического влияния. Необходимо конструктивно располагать швы на максимально возможном удалении друг от друга. Если нельзя разнести швы, соединяемые элементы изготавливают как единое целое (рис.1.4).  а) б)
а) б)
Рис.1.4. Конструкция соединения близко расположенных патрубков с листом
а – не рекомендуемая; б рекомендуемая
Отличительной чертой сварки алюминия является то, что описанные выше конструктивные способы необходимо применять в совокупности с описанными в предыдущем разделе методами удаления окисной пленки из сварного соединения. Это наглядно иллюстрируется на примере соединения трубы с трубной доской (такие устройства широко применяются как теплообменники в энергетике и представляют собой два круглых фланца с просверленными в них отверстиями, в которые вставлены теплообменные трубки). На рис.1.5 показаны различные виды соединения трубы с трубной доской. 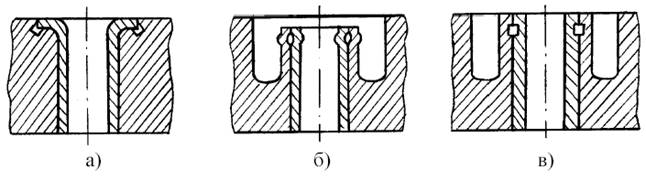
Рис.1.5. Соединение трубы с трубной доской
а) замковое; б) стыковое с канавкой, полученное гибкой; в) стыковое с канавкой, полученной резанием.
На рис.1.5 а показано соединение трубы с трубной доской, где наклонная канавка выполняет две функции: первая функция – удаление окисных пленок, вторая функция – создание равнотолщинности сварного соединения (сварка выполняется по кольцу с торцевой верхней поверхности). На рис.1.5 б, в показан другой вид соединения, где кольцевая канавка служит для удаления окисных пленок, а кольцевая проточка в трубной доске – для обеспечения равнотолщинности сварного соединения (сварка также выполняется с торцевой поверхности по кольцу). Вообще, в связи с низкой температурой плавления для алюминия проблема равнотолщинности очень актуальна. Это вызвано тем, что для высококачественного сварочного соединения необходимо проплавить обе сопрягаемые поверхности. Из-за низкой температуры плавления более тонкая деталь может просто расплавиться. Поэтому, свариваемые кромки разнотолщинных элементов должны иметь одинаковую толщину. На рис.1.6 показаны варианты стыкового соединения разной толщины. 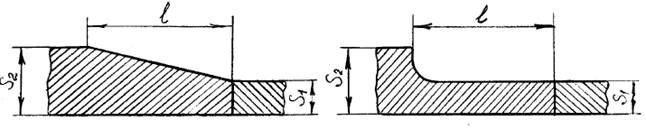 а) б)
а) б)
Рис.1.6. Стыковое соединение металла разной толщины
а – допускаемое; б рекомендуемое
Для стыковых соединений ширину утоненной части более массивного элемента можно ориентировочно определить по формуле [8] 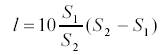 где S1, S2 – толщины свариваемых соединений, l – длина утоненной части.
где S1, S2 – толщины свариваемых соединений, l – длина утоненной части.
Не менее важны технологические меры уменьшения деформаций. Необходимо подобрать оптимальный режим сварки, с тем, чтобы зона термического влияния была минимальной. Для этого стремятся использовать методы сварки, обеспечивающие высокую концентрацию энергии в дуге, а соединения сваривают на повышенных скоростях. На деформацию соединения существенно влияет порядок выполнения швов. При выполнении швов большой протяженности целесообразно использовать обратно-ступенчатый способ сварки. Сварку конструкций, имеющих несколько последовательно расположенных швов, целесообразно начинать со среднего шва, а затем поочередно, с каждой стороны, выполнять остальные швы, двигаясь к краям конструкции. Также необходимо учитывать, что соединения со скосом кромок более склонны к деформации, чем без скоса кромок и соединения с симметричной двусторонней разделкой кромок менее склонны к деформациям, чем с односторонней разделкой кромок. Для предотвращения продольного прогиба соединений применяют предварительный обратный выгиб свариваемых элементов, который подбирают опытным путем.
Для устранения остаточных деформаций применяют ударную и тепловую правку. Чтобы не повредить поверхность, алюминиевые соединения правят ударами резиновых и деревянных молотков. Правку стальными молотками можно выполнять только через алюминиевые или деревянные подкладки. Тепловую правку применяют для тех алюминиевых соединений, работоспособность которых не ухудшается сопровождающим нагрев разупрочнением, например, при правке малонагруженных элементов или конструкций из отожженного металла. Максимальная температура подогрева должна быть не выше температуры отжига для применяемого алюминиевого сплава.
К числу технологических особенностей сварки алюминия необходимо отнести и предварительный подогрев. Он имеет важное значение в виду того, что окисная пленка на поверхности свариваемых алюминиевых металлоконструкций прекрасно адсорбирует влагу и необходимо применять меры по удалению этой влаги. Если этого не делать, то в сварном соединении могут возникнуть дефекты. Поэтому, свариваемые кромки перед сваркой подогревают, используя газовые горелки (восстановительное пламя), горячий воздух или электроконтактные нагреватели.
Температура и время подогрева зависят от марки и толщины свариваемого металла (табл.1.1). Температуру контролируют с помощью контактных термопар или термокарандашей.
Таблица 1.1
Максимальная температура подогрева некоторых алюминиевых сплавов. [8]
| Сплав | Толщина металла, мм | Температура, 0С | Продолжительность нагрева, мин |
| А99, АД1 | Любая | 350 | 60 |
| АМц | Любая | 250 | 60 |
| АМг3, АМг4, АМг5 | < 12 > 12 | 100 150 | 30 10 |
| АД31, АД33, АВ | < 12 > 12 | 180 200 | 60 30 |
| 1915 | < 12 > 12 | 140 160 | 30 20 |
1.3. Материалы для сварки алюминия и его сплавов.
Сварочная проволока. При дуговой сварке большинства соединений требуется проволока, металл которой заполняет зазоры, а также обеспечивает формирование шва в соответствии с размерами, установленными ГОСТ 14806-80. Кроме того, проволока позволяет изменять состав шва, что особенно важно при сварке различных алюминиевых сплавов. Требуемый для легирования состав проволоки выбирают с учетом химического состава свариваемых кромок и доли участия проволоки в образовании шва. Для дуговой сварки в инертных газах содержание каждого элемента в проволоке можно рассчитать из уравнения [8] 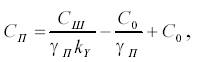
где СП – расчетное содержание элемента в проволоке; С0 – содержание элемента в свариваемом металле; СШ – содержание элемента в металле шва; kY – суммарный коэффициент усвоения элемента металлом шва при сварке; .П – доля проволоки в металле шва.
Доля проволоки в металле шва зависит от типа соединения, толщины свариваемых кромок, формы и размеров шва, зазоров.
Под действием высоких температур часть легирующих элементов улетучивается с поверхности расплавленного металла сварочной ванны и электродной проволоки. Эти потери учитывает суммарный коэффициент усвоения элемента металлом шва, который учитывает, какое количество данного элемента перешло в шов. Величина потерь зависит от способа и режима сварки, физико-химических свойств элемента и его содержания в проволоке. Обычно коэффициент усвоения kY определяют экспериментальным путем, сравнивая фактическое содержание элемента в шва с расчетным.
Определенный по уравнению состав проволоки чаще всего не совпадает с составом проволок, выпускаемых промышленностью. В связи с этим для сварки подбирают ту марку проволоки, у которой состав наиболее соответствует расчетному.
С введением легирующих элементов прочность металла шва повышается, а пластичность и коррозионная стойкость снижаются. Для большинства алюминиевых сплавов суммарное содержание в шве или зоне сплавления 5-8% легирующих элементов достаточно, чтобы по границам зерен образовался сплошной ободок из вторичных фаз. При такой структуре дальнейшее легирование не только не увеличивает, а даже несколько снижает прочность в результате концентрации напряжений по малопластичным вторичным фазам. Таким образом, для получения пластичных коррозионно-стойких соединений алюминиевые сплавы целесообразно сваривать менее легированными проволоками. Когда требуются сварные соединения повышенной прочности, наоборот, применяют более легированные проволоки с суммарным содержанием легирующих элементов не выше 6 –7%.
Наличие максимума трещинообразования при сварке алюминиевых сплавов в каждой системе легирования определяет выбор проволоки, способной обеспечить соединениям повышенную стойкость против трещин. Чтобы повысить стойкость соединений против образования горячих трещин, при сварке сплавов менее легированных, чем сплав с максимальным показателем трещинообразования, применяют проволоку с пониженным содержанием легирующих элементов, тогда как более легированные сплавы сваривают проволоками с более высоким содержанием легирующих элементов.
В зависимости от предъявляемых к соединениям требований, для сварки каждого из алюминиевых сплавов обычно применяют несколько марок проволок. Наиболее простым подходом является применение универсальной проволоки, которая обеспечивает сварным соединениям достаточно высокие значения всех основных характеристик: стойкость против горячих трещин, прочность, пластичность и коррозионную стойкость. Остальные рекомендованные проволоки обеспечивают соединениям повышенные значения одной из названных характеристик при удовлетворительных значениях всех остальных (табл. 1.2.).
Таблица 1.2.
Рекомендуемые марки проволок для сварки распространенных алюминиевых сплавов.
| Свариваемый Металл | Универсальная проволока, обеспечивающая удовлетворит. характеристики соединения | Проволока, обеспечивающая удовлетворительные характеристики соединения и повышенные показатели | |||||||
| Стойкость против горячих трещин | Временное сопротивление разрыву | Относительное удлинение | Коррозион. стойкость | ||||||
| А99, А97, А95 | А99 | А99 | СвА85Т | А99 | А99 | ||||
| АД0,АД1 | СвА5 | СвА5 | СвА5 | СвА97 | СвА97 | ||||
| Амц | СвАМц | СвАМц | СвАМц | СвАМц | СвАМц | ||||
| АМг3 | СвАМг3 | СвАМг5 | СвАМг5 | АВч | АВч | ||||
| АМг5 | СвАМг5 | СвАМг63 | СвАМг6 | СвАМг5 | Св1557 | ||||
| АМг6 | СвАМг6 | СвАМг63 | СвАМг61 | СвАМг63 | Св1557 | ||||
| АВ, АД31, АД33 | СвАК5 | СвАК5 | Св1557 | Св1557 | АВч | ||||
| 1915 | Св1557 | СвАМг5 | СвАМг6 | СвАМг5 | Св1557 | ||||
| Прим. Проволоку с обозначением «Св» поставляют по ГОСТ 7871-75, остальную по ТУ | |||||||||