Реферат: Підвищення ефективності механічної обробки деталей з використанням полімервмісних МОТЗ
конструкційні сталі, які термооброблювалися на твердість 160-180 НВ. Друга група – конструкційні леговані сталі з твердістю 180-200 НВ і третя група сталей – інструментальні леговані, які мали твердість після термообробки 220-240 НВ. Вплив полімерної присадки до МОТЗ на оброблювання трьох груп сталей визначали шляхом їх механічної обробки на операціях точіння, фрезерування, свердління, різьбонарізання, зубофрезерування, шліфування, хонінгування за допомогою МОТЗ різного складу. Випробувались наступні склади технологічної рідини.
1. Відомий склад (а.с. № 667582): латекс полівінілхлориду – 3%; нітрат натрію – 0,1%; тріетаноламін – 0,1%; поліоксіетільований спирт – 0,1%; вода – до 100%.
2. Модельні середовища на основі води з добавкою полімеру, а також гази, хімічний склад яких відповідає складу продуктів деполімеризації компоненти в МОТЗ.
3. На основі індустріальної олії з добавкою 1,0% поліетилену (оптимальна концентрація полімеру визначалась експериментально) ;
4. На основі товарного емульсолу ЕТ-2 з добавкою 2% латексу ПВХ.
Точіння здійснювалося твердосплавним прохідним різцем (![]() =60 ,
=60 , ![]() =100 ,
=100 , ![]() =750 ) перетином 25-20 мм. За критерій зношування інструмента було прийняте знос (0,3 мм) по задній поверхні. Контроль зношування виконувався з точністю 0,01 мм на інструментальному мікроскопі. Шорсткість поверхні визначалася профілометром моделі «Калібр 253».
=750 ) перетином 25-20 мм. За критерій зношування інструмента було прийняте знос (0,3 мм) по задній поверхні. Контроль зношування виконувався з точністю 0,01 мм на інструментальному мікроскопі. Шорсткість поверхні визначалася профілометром моделі «Калібр 253».
Торцеве фрезерування виконувалося торцевою фрезою (діаметр 100 мм, твердосплавні ножи зі сплаву Т5К10, число зубів 6, геометрія зуба: ![]() = 50 ,
= 50 , ![]() = 150 )при S = 300 мм/хв,
= 150 )при S = 300 мм/хв, ![]() = 157 м/хв і різних значеннях глибини різання
= 157 м/хв і різних значеннях глибини різання ![]() .
.
Свердління проводилося свердлом Р6М5 діаметром 3 мм при ![]() =6 м/хв і
=6 м/хв і ![]() = 0,2мм/об.
= 0,2мм/об.
Вплив діаметра свердла на ефективність впливу МОТЗ оцінювали при цих же режимах механічної обробки.
Для зручності оцінки МОТЗ використовувались безрозмірні коефіцієнти (відношення характеристик в полімерних МОТЗ і без полімерної присадки) впливу середовища: ЕТ – зносостікійсть інструменту; ЕШ – шорсткість обробленої поверхні; Еn – потужність різання.
Надані результати дослідів по виявленню закономірності зміни стійкості металорізального інструменту та енергосилових характеристик при різних режимах та видах механічної обробки (точіння, свердління, торцеве фрезерування) у залежності від присутності в МОТЗ високомолекулярної сполуки. Проведені досліди показали, що у всіх випадках полімерна присадка до МОТЗ забезпечує значне підвищення зносостійкості інструменту.
На рисунках наведені результати експерименту з оцінки ефективності дії МОТЗ на стійкість інструменту Ет (рис.2, а), витрату потужності на процес механічної обробки Еn (рис.2,б) та шорсткість обробленої поверхні Еш (рис.2,в). По осі ординат відкладені значення зміни дослідної характеристики у вигляді коефіцієнту Е.
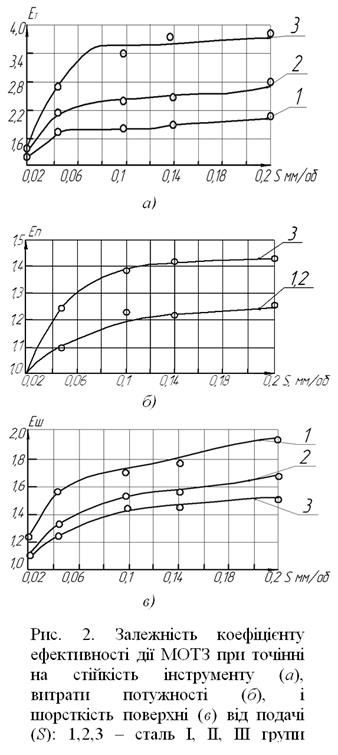
Коефіцієнт Е вираховувався, як відношення значення визначаємої характеристики при обробки в МОТЗ з добавкою полімеру до значення цієї ж характеристики, отриманої при обробки сталі з базової (вихідної) МОТЗ.
Результати експерименту свідчать про те, що при точінні зі збільшенням подачі від 0,01 до 0,14 мм/об відбувається істотний вплив дії полімерної добавки до МОТЗ на головні технологічні характеристики процесу точіння, що відбивається на збільшенні коефіцієнтів Ет, Еn i Eш (рис.2, а,б,в ). При збільшенні подачі, вплив полімерної присадки майже не збільшується.
Слід відмітити, що характер дії полімерної добавки до МОТЗ на коефіцієнти Ет, Еn i Eш в залежності від значення швидкості точіння – подібний до характеристик залежності коефіцієнтів ефективності від подачи S .
![]()
![]() Як видно з наведених даних, ефективність дії полімерної присадки до МОТЗ проявляється при механічній обробці деталей із сталей усіх трьох груп, але кількісне значення визначаючих характеристик (ефективність дії полімерної МОТЗ) значно залежить від хімічного складу та твердості матеріалу оброблюваних деталей.
Як видно з наведених даних, ефективність дії полімерної присадки до МОТЗ проявляється при механічній обробці деталей із сталей усіх трьох груп, але кількісне значення визначаючих характеристик (ефективність дії полімерної МОТЗ) значно залежить від хімічного складу та твердості матеріалу оброблюваних деталей.
Це пояснюєься тим, що дія полімерної присадки на оброблюваність сталей пов’язана із багатостадійними процесами руйнування макроланцюга полімеру з утворенням активних хімічних елементів, а швидкість їх утворення та концентрація залежить від температури в області різання. В той же час температура в зоні обробки, як правило, збільшується із підвищенням швидкості, подачі та глибини різання, а також механічних властивостей сталей. Тому і коефіцієнти ефективності дії МОТЗ збільшуються із підвищенням швидкості обробки, подачі й глибини.
У відмінності від точіння, коли тепловий режим роботи леза стає практично незмінним (температура в зоні обробки не змінюється), торцеве фрезерування являє собою переривчастий процес. Циклічне охолодження леза інструмента при вільному пробігу зуба фрези приводить до зниження середньої температури різання. Тому, в цьому випадку ефективність дії полімерної МОТЗ на 30-70 % менше. Разом з тим ефективність МОТЗ змінюється (збільшується) із збільшенням швидкості та майже не змінюється в залежності від подачі.
При свердлінні відбувається різання в суцільній масі металу в утруднених умовах відводу стружки, що приводить до деякого збільшення частки тепла, що поглинає свердло. Тому у цих умовах дія полімерної добавки до МОТЗ найбільш ефективна. Так, наприклад, якщо при точінні найбільше значення коефіцієнта Ет для сталей І, ІІ та ІІІ групи змінюється від 1,5 до 3,5, то при свердлінні при аналогічних умовах експерименту величина Ет змінюється від 2 до 5.
Як показали випробування вміст вуглецю у сталі майже не впливає на значення Ет. У той же час, легуючи елементи Ni і Cr збільшують Ет від 1,4 до 3,2 раз, що пов’язано з великою хімічною активністю цих елементів до водню, який утворюється при деструкції полімеру під дією температури в зоні різання. Ця взаємодія може проявлятися у високій адсорбційній властивості водню, доброю його проникливістю в гратку заліза, можливості створення хімічних з’єднань (гідридів) з Ni та Сr.
Таким чином проведені досліди показали, що застосування полімерних МОТЗ для лезвійної обробки сталей дозволяють істотно підвищити стійкість різального інструменту, зменшити шорсткість обробленої поверхні й енергетичні витрати на процес механічної обробки. При цьому ефективність впливу полімерної добавки до МОТЗ залежить від механічних властивостей та хімічного складу оброблюваного матеріалу, виду механічної обробки (точіння, фрезерування, свердління), режиму різання.
Висока ефективність та універсальність дії полімерної МОТЗ обумовлена наявністю в його складі розчинених, або диспергованих присадок високомолекулярних з’єднань, які проходять стадії перетворень – так званий процес термомеханодеструкції в зоні механічної обробки. Ці перетворення виникають під впливом різних ініціаторів – температури в зоні різання, тертя та емісії електронів із обробляємого матеріалу під час його руйнування.
Відомо, що під час хімічних перетворень полімеру утворюються з’єднання високої хімічної активності, які хоча й не дають відразу кінцевих продуктів, але беруть участь у різних процесах перехідного характеру не тільки в полімерній системі, але й на каталітично активній поверхні металу. Все це в остаточному підсумку приводить до утворення й нагромадження в зоні обробки різних хімічно активних продуктів. Якщо ланцюг полімеру складається з атомів водню і вуглецю (якщо у складі МОТЗ є поліетилен), або атомів водню, вуглецю і хлору (якщо у складі МОТЗ є полівінілхлорид), то є підстави стверджувати, що хімічно активні елементи цих атомів і накопичуються в зоні обробки.
![]()
![]() Так, наприклад, якщо у складі МОТЗ є поліетилен, то він починає розкладатися вже при температурі 290°С. При підвищенні температури молекулярна маса поліетилену зменшується, що свідчить про його деструкцію. При температурі 360 С0 відбувається швидке створення летючих речовин. При цьому створюються непредільні групи трьох типів: RCH=CHRI , RRI C=СH2 та RCH=CH2 . Подальші перетворення макромолекулярних радикалів відбуваються із утворюванням водню, кількість якого в загальної кількості газоподібних продуктів може наближатися до 95%.
Так, наприклад, якщо у складі МОТЗ є поліетилен, то він починає розкладатися вже при температурі 290°С. При підвищенні температури молекулярна маса поліетилену зменшується, що свідчить про його деструкцію. При температурі 360 С0 відбувається швидке створення летючих речовин. При цьому створюються непредільні групи трьох типів: RCH=CHRI , RRI C=СH2 та RCH=CH2 . Подальші перетворення макромолекулярних радикалів відбуваються із утворюванням водню, кількість якого в загальної кількості газоподібних продуктів може наближатися до 95%.
Надані результати дослідів по визначенню впливу абразивної обробки, різальним елементом якої є зерна абразивних матеріалів. Проводилося хонінгування деталей із чавуну (СЧ-18-36, НВ 170-180) у МОТЗ з добавкою полімеру у порівнянні з промисловою МОТЗ (70% гасу та 30% веретенного мастила): хон-бруски типу АБХ, величина шару, що знімається (по діаметру деталі) дорівнювалося 0,15 мм. Шорсткість зменшилася на 15% і при цьому питома витрата алмазу зменшилася приблизно у 2 рази. При хонінгуванні деталей із сталі 40Х (НRС 48-50), при величині шару, що знімається 0,1 мм, шорсткість зменшилася приблизно на 25%, а питома витрата алмазу зменшилася понад 2 рази. Висока ефективність МОТЗ з полімером була доведена також при хонінгуванні брусками типу АРС різної зернистості при різному знімання шару.
При багатофакторному плануванні експерименту отримані рівняння регресії.
|
|

|
|
![]()