Реферат: Подготовительные процессы оптимизации состава полимерной композиции
Актуальным является вопрос изготовления удобной и гигиеничной тары. В настоящее время упаковка продукта имеет огромное значение для качества продукции. Поскольку упаковочная тара имеет несколько разновидностей, для каждого из них присущи специфические особенности, и в связи с этим к материалу, из которой она изготавливается, предъявляются определенные требования.
Этапы разработки состава полимерной композиции, предназначенной для изготовления тары
тара экструзия литье полимерный
Разработка состава полимерной композиции, отвечающего требованиям, предъявляемым к транспортной таре, решается методом математического планирования эксперимента с применением статистического анализа. При оптимизации состава полимерной композиции находят уравнение регрессии, устанавливающее связь между физико-механическими показателями (параметром отклика Y) и составом полимерной композиции (параметрами оптимизации А',, Хг , ..., Х„ — факторами). В общем случае такое уравнение может быть представлено в виде функции, имеющей вид (уравнения регрессии);
Y=f(Xi,X,X,).
Для получения соответствующего уравнения регрессии в виде математической зависимости необходимо оценить границы областей варьирования факторов с использованием априорной информации и выбрать интервалы варьирования. Следующим этапом является составление матрицы планирования эксперимента и получение уравнения регрессии. В результате решения уравнения (с помощью ЭВМ) определяют оптимальный состав, обусловленный необходимыми значениями физико-механических и эксплуатационных характеристик.
СМЕШЕНИЕ
После оптимизации состава важнейшей операцией является получение композиции путем смешения ингредиентов. Эта стадия в значительной степени определяет качество и эксплуатационные характеристики получаемых изделий. Назначение смешения весьма разнообразно, но главная его задача — обеспечение качественного диспергирования и перемешивания ингредиентов и полимера.
Полимерные композиции можно получать разными способами: предварительным смешением компонентов с последующей экструзией; в пласто-смесителях непрерывного действия (типа «Ко-Кнетер»); введением модифицирующих добавок непосредственно в зону расплава экструдера при его оснащении гомогенизирующими червяками специальной конструкции, а также на вальцах.
Смешение осуществляется под действием механических сил, создаваемых рабочими органами смесительного оборудования, а его качество определяется величиной деформации сдвига [24, 25]. Уже на стадии смешения вследствие сдвиговых механических воздействий в полимере протекают механо-химические процессы, которые открывают широкие возможности для модификации полимера в процессе подготовки полимерной композиции, что позволяет получать материалы с заранее заданными свойствами.
Для обеспечения качественного смешения и получения композиций, пригодных для переработки в транспортную тару, необходимо специальное оборудование. Оборудование, используемое для диспергирования и получения наполненного гранулята существенно отличается от традициейного оборудования, используемого при получении изделий из термопластов. В настоящее время для диспергирующего смешения используется следующее оборудование; вальцы; двухчервячные прессы; одночервячные осциллирующие экструдеры; дисковые экструдеры; червячно-дисковые экструдеры типа ЭЧД.
Вальцы используют в технологии переработки пластмасс для: 1) смешения ингредиентов с полимерной матрицей, при этом полимер переходит, как правило, в вязкотекучее (или пластичное) состояние; 2) пластикации материала с целью облегчения его дальнейшей переработки; 3) изготовления полуфабрикатов (листов, пленок и т. д.) и других целей.
Переработка полимерных материалов на вальцах осуществляется в зазоре между параллельно расположенными и вращающимися навстречу друг другу полыми цилиндрами — валками. Сложное комплексное воздействие, которому подвергается вальцуемый материал в зазоре между валками, позволяет осуществлять многие технологические операции, .главными из которых являются: смешение, гомогенизация, размягчение и пластикация.
Смешение на вальцах предпочитают проводить в тех случаях, когда имеют дело с высоковязкими нетермостабильными материалами, а также при введении большого количества наполнителей. Вальцевание является периодическим процессом, оно характеризуется длительностью цикла при получении композиций с заданным качеством смешения; производительность его невысока, расход энергии значителен особенно при переработке термопластов.
Одночервячный экструдер осуществляет перемешивание материала, создавая давление на него за счет преобразования вращательного момента вала в поступательное движение материала. Смесительная функция червячной машины выражена слабо. Причиной этого является то, что червячная машина осуществляет идеальное вытеснение, в то время как для качественного диспергирования необходима высокая степень смешения, которая может быть достигнута при эффективном сдвиге перемешиваемых материалов. Необходимость совмещения в червячных экструдерах функций перемещения материала под давлением с диспергированием привела к созданию удлиненных червяков (с отношением длины к диаметру до 30 и более) и усложнению их конструкции; использованию кулачков, сме-сительно-диспергирующих элементов, разрывов гребней червяка; совмещению левой и правой нарезки червяка, применению осциллирующего движения вала, а также к созданию двухчервячных экструдеров. Все это значительно усложнило конструкцию экструдеров, сделало ее менее надежной в эксплуатации, существенно увеличило металлоемкость и стоимость оборудования [25].
Одночервячные экструдеры с червяками соответствующих конструкций используются для получения полимер - полимерных гранулированных ком позиций, которые подвергнуты предварительному холодному смешению, и композиций с различными модифицирующими добавками.
Червячно-осциллирующие экструдеры позволяют достичь более высокого смесительного воздействия при получении наполненных и модифицированных композиций из полимерных систем типа жидкость — жидкость и жидкость — твердое тело. Такой эффект достигается на одночервячных пластикаторах «Ко-Кнетер», разработанных фирмой «Бусс» (Швейцария). В СССР аналогичные смесители-пластикаторы выпускаются под названием ЧОС (червячно-осциллирующие смесители).
Смеситель «Ко-Кнетер» представляет собой одночервячный экструдер, рабочий орган которого помимо вращения совершает осциллирующее (возвратно-поступательное) движение.
Качество смешения в таком оборудовании зависит от геометрических •параметров червяка (в частности, угла наклона винтовых лопастей и их числа), а также от технологических режимов переработки.
Этот тип смесителей используется для получения полимер-полимерных и наполненных композиций.
Двухчервячный экструдер с месительными кулачками (шайбами) типа ZSK является смесителем-пластикатором с взаимозацепляющимися и вращающимися в одном направлении червяками. В качестве перемешивающих и пластицирующих рабочих органов в такой машине используются месительные кулачки (шайбы). Червяки экструдера имеют профиль, обеспечивающий самоочищение, и смонтированы из сборных элементов (насадок).
Двухчервячные прессы с одинаковым направлением вращения червяков в основном применяют для переработки термопластов с низкой и средней вязкостью расплава, хотя в специальном исполнении могут использоваться и для переработки таких высоковязких расплавов, как расплав ПВХ.
Двухчервячные экструдеры характеризуются хорошим качеством смешения, однако являются энерго- и металлоемким оборудованием, имеют высокую стоимость.
Червячные машины с одним или несколькими червяками являются машинами непрерывного действия. Бесспорными преимуществами червячных экструдеров являются: высокая производительность, стабильность процесса переработки и возможность создания необходимого давления экструзий. Однако сравнительно невысокое качество смешения при переработке композиций и относительно большая длительность процесса при. необходимости поддержания высоких температур формования отрицательно сказываются на термочувствительных композициях, особенно с использованием вторичного сырья, что зачастую делает непригодным такое оборудование для их переработки. Стремление улучшить показатели работы экструдера приводит к усложнению его конструкции за счет применения сложных в изготовлении и ремонте специальных смесительных элементов, удлинения червяков до L/D = 30-H40 и увеличения их числа.
Дисковые экструдеры являются более простыми по конструкции и изготовлению, надежными в работе, их производство освоено в СССР в конце 60-х годов. Они являются прекрасными смесителями-пластикаторами, обеспечивают высокую степень смешения и гомогенизации, особенно при переработке высоконаполненных и термочувствительных полимерных композиций, так как характеризуются незначительной продолжительностью процесса (15—20 с). В связи с отсутствием в рабочих зазорах трущихся поверхностей они достаточно долговечны в эксплуатации. Но дисковые экструдеры развивают невысокое давление экструзии (до 1 МПа), имеют относительно небольшую производительность и не обеспечивают стабильность процесса во времени, поэтому в чистом виде находят ограниченное применение. Червячно-дисковые экструдеры (ЭЧД)—комбинированные машины, которые стали применять в последнее время для переработки сложных полимерных систем.
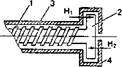
Рис. 11, Принципиальная схема рабочего органа червячно-дисхового экструдера (ЭЧД): / — червяк; 2 — подвижный диск; 3 — цилиндр 4 — неподвижный диск
Рабочий орган такого экструдера (рис. 11) состоит из относительно короткого червяка /, длина которого не превышает 10 диаметров, и жестко закрепленного на нем подвижного диска 2 большого диаметра, расположенного в цилиндре 3. Функцию неподвижного диска выполняет корпус 4. Совместное применение червяка и диска позволяет в одной машине использовать преимущества экструдеров двух типов и обеспечивать:
1) высокую смешивающую способность при незначительном времени переработки и высокую производительность; 2) стабильность процесса и возможность создания необходимых давлений экструзии (30—35 МПа). Киевским заводом «Большевик» совместно с Киевским политехническим институтом создан экспериментально-промышленный образец червячно-дискового экструдера типа ЭЧД, имеющий червяк с насаженным на него диском. Диаметр диска больше диаметра червяка, поэтому в дисковой зоне образуется два зазора, в которых развиваются высокие деформации сдвига, обеспечивающие интенсивную переработку и смешение полимерного материала. Перерабатываемый материал перемещается через дисковую зону за счет давления, создаваемого в червячной зоне. В дисковой зоне при необходимости могут быть установлены устройства для дополнительного воздействия на расплав полимера. В зависимости от величины и геометрии рабочих зазоров, частоты вращения диска, реологических характеристик перерабатываемого материала, производительности экструдера, противодавления формующего инструмента, можно задавать такие режимы послойного сдвигового течения, при которых скорость перемещения частицы в радиальном направлении рабочего зазора увеличивается, остается постоянной или уменьшается. При этом в каждом слое полимер подвергается действию растягивающих деформаций. Кроме того, возможность создания условий возникновения вторичных течений позволяет осуществлять обмен между слоями полимера. Все это в комплексе обеспечивает высокое качество диспергирования, смешения или гомогенизации полимерной композиции.
--> ЧИТАТЬ ПОЛНОСТЬЮ <--