Реферат: Полимерные ящики и контейнеры
• Детали упаковки: примерная стоимость, порядок утверждения, даты поставки.
• Патентная чистота: стоимость и платежи за пользование патентом, защита отмошенничества, соглашения о конфиденциальности.
• Изготовление форм: количество гнезд, резервные формы, примерная стоимость, условия платежа, право собственности, срок эксплуатации, технический уходи обслуживание, порядок рекламации, пригодность к работе на других литьевыхмашинах (конкурентных), эксклюзивное использование, страхование, стоимость замены.
• Контроль качества: допуски на коробление, порядок проверки образцов, стоимость сортировки изделий, методы оценки качества, потери при сборке.
• Упаковка и транспортирование: перепоставка, недопоставка и методы их оценки.
1.2 Компрессионное формование
Прессование в производстве упаковки, когда-то использовавшееся в основном для производства резьбовых пластмассовых пробок, в настоящее время практически везде заменено литьем под давлением. Тем не менее некоторые надежды на возрождение производства изделий из термоактивных пластиков дает упаковка, предназначенная для разогрева в микроволновых печах. Она сначала начала применяться для упаковки обедов на авиалиниях, а затем — для изготовления лотков из полиэфирных термореактивных стекловидных пластиков, разработанных специально для использования в СВЧ- или конвекционных печах для замороженных пищевых продуктов.
Технология прессования проста, а затраты на оснастку невелики. Пресс-формы обычно изготовляют из стали, однако сам процесс достаточно медленный. Время на разогрев и отверждение в форме составляет в среднем от 0,5 до 1 мин/мм или более (в зависимости от толщины изделия), и при данном способе малы отходы производства и износ пресс-форм. Изделия, полученные этим методом, отличаются хорошей теплостойкостью и стабильностью размеров.
При прессовании пресс-форму нагревают до температуры примерно 149 °С, и гранулированный материал с небольшим запасом помещают в форму. Излишки материала выдавливаются в процессе смыкания пресс-формы и удаляются в ходе следующей операции (рис.5). Работа осуществляется под давлением около 25 МПа. Затем изделие извлекают из пресс-формы, а остатки облоя удаляются в устройстве с вращающимся барабаном, предназначенным специально для этой цели.

Рис.5 При прессовании пресс-материал с небольшим запасом помещается в разогретую форму. Когда пресс-форма смыкается под большим давлением, излишек выдавливается в виде облоя и должен быть впоследствии удален.
Прессованные изделия из ФФС в течение нескольких часов после извлечения из пресс-формы подвергаются некоторой усадке. Фактически незначительная усадка продолжается в течение нескольких месяцев, но это имеет значение только для деталей, очень плотно прилегающих друг к другу. При необходимости стабилизировать усадку можно применить отжиг изделия, который устраняет все последующие изменения размеров. Выдержка типичного изделия из фенопласта в течение 8 ч при температуре 176,7 0 С дает усадку около 5 мкм/мм.
Пластмасса отверждается около 1 мин, форма открывается и готовое изделие удаляется из формы.
Обычно используемые при прессовании материалы — это фено- или аминопласты на основе ФФС и КФС соответственно, которые отверждаются под действием тепла. Как правило, к смолам для улучшения их технологических свойств и прочности, а также для удешевления добавляют наполнители, которыми могут служить древесная мука, асбест, графит, текстильная крошка, слюда, сизаль, бумага, синтетические или стеклянные волокна или другие аналогичные материалы. Крышки из реакто-пластов дороже металлических, но по внешнему виду они лучше подходят к упаковке фармацевтических и косметических товаров.1.3 Ротационное формование
Для производства небольшого количества крупногабаритных изделий, где важна стоимость пресс-форм, или при разработке новой упаковки контейнерного типа, где изменения должны быть сделаны быстро и с небольшими затратами, лучше всего подходит ротационное формование.
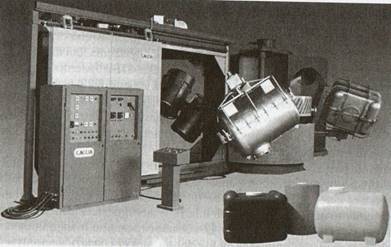
Рис. 8.22. При ротационном формовании, напоминающем процесс изготовления пустотелых шоколадных зайцев, порошкообразный полимер загружается в холодную форму, которая в печи начинает вращаться в двух плоскостях и разогревается. Под действием центробежной силы расплавленный полимер равномерным слоем покрывает поверхность формы, образуя готовое изделие.
Данный метод, иногда называемый ротационным литьем, позволяет получать пустотелые изделия однородной толщины фактически без швов и без внутренних напряжений, возникающих в случае применения традиционного формования или термоформования. В индустрии упаковки ротационное формование применяется, как правило, для изготовления больших контейнеров типа бочек и бутылей, а также пластмассовых поддонов (паллет). Минимальная толщина стенки для подобных изделий составляет около 0,8 мм. Формы для ротационного формования дешевле, чем для литья под давлением, и немного дороже, чем для термоформования. Затраты на материалы из-за использовании в ротационном формовании порошковых или жидких смесей более высоки, чем при использовании гранулированного материала при литье под давлением, ниже и производительность в расчете на одну форму. Вместе с тем по данной технологии можно получить полое изделие практически любой формы. Изделия с двойными стенками, сложные изделия, вставки — все это может быть выполнено с использованием ротационного формования, и поэтому в настоящее время оно является одним из наиболее быстро развивающихся методов изготовления изделий из полимеров, применение которого увеличивается на 25-30% в год.
Первыми материалами для ротационного формования были поливинилхлоридные пластизоли, позднее стали применяться полиуретаны. В настоящее время в основном используют ПЭ, хотя применяются и другие термопласты — ПЭТФ, ПП, ПВХ, ПК и полиамиды.
По такой технологии дозированное количество хорошо измельченного в порошок полимера вручную помещается в форму, которая установлена на валу, с помощью которого она помещается в печь. В печи она разогревается горячим воздухом до 260 "С, причем форма вращается в двух плоскостях так, что ее внутренняя поверхность покрывается тонким равномерным слоем расплавленного полимера (рис.6).
По возможности форму следует располагать как можно ближе к осям вращения, чтобы центробежные силы не вызвали слишком большого изменения толщины слоя расплава. Скорость вращения формы составляет около 12 об./мин вокруг большой оси и около 3 об./мин — вокруг малой. Более высокие скорости обычно используются для того, чтобы расплав мог заполнить небольшие углубления формы. Как правило, для разогрева полимера внутри формы требуется только 10 мин, при этом расплав равномерно покрывает стенки; затем форма перемещается в камеру охлаждения, где она охлаждается путем орошения холодной водой, и полимер затвердевает. Может также использоваться холодный воздух в сочетании с орошением водой (или без него).
Формы снабжены вентиляционными каналами, чтобы во время формования в них не повышалось давление, хотя небольшое давление иногда необходимо для обеспечения контакта полимера с поверхностью формы. По мере охлаждения плоские поверхности имеют тенденцию отставать от формы, чего следует избегать. Такая усадка часто наблюдается, если форма охлаждается слишком быстро, вследствие чего возникает коробление и увеличивается хрупкость изделия.
Оборудование для ротационного формования весьма разнообразно — от простых устройств типа стаканов с одной осью вращения, служащих, как правило для изготовления емкостей с открытой горловиной из смесей жидкости и порошка, до карусельных систем с большим количеством форм, служащих для изготовления небольших изделий, или челночного оборудования для изготовления крупногабаритных изделий. Некоторое оборудование, как показано на рис.6, оснащено встроенными циркуляционными системами масляного разогрева и охлаждения форм, снабженных терморубашкой, так что отпадает необходимость в печи. Сами формы изготовляют из стали, но для получения небольших изделий иногда применяют алюминиевые или медно-никелевые формы.
Последние разработки позволили применять предварительно окрашенные полимеры, которые могут быть использованы в качестве декоративных слоев для вторичных пластмасс и пены. Впрыск полимерной пены между твердыми стенками придает крупногабаритным изделиям прочность и жесткость. Различные декоративные элементы типа этикеток, получаемые непосредственно в процессе формования, могут создать элементы отделки, устойчивые к истиранию и износу.
1.3 Раздувное формование
История раздувного формования ведет свое начало с 1930-х гг., когда с помощью этой технологии изготовлялись детские погремушки, куклы и шарики для пинг-понга. Если же заглянуть в глубь веков, то мы обнаружим, что еще в Древнем Египте раздувом изготавливали изделия из древесной смолы, которая, затвердевая, превращалась в янтарь.
Практическое применение формования раздувом началось с тех пор, как в 1937 г. Фернгрен и Копитке соединили экструзию с формованием раздувом и продали свою идею Hartford Етpire Сотрапу. Для дальнейшего совершенствования этой технологии была создана корпорация Plах под руководством Джеймса Бэйли. Во время второй мировой войны на рынке появился ПЭНП, который оказался пригоден и для этой технологии. Вскоре ее стали применять и другие фирмы, разрабатывая свое оборудование и формуя мягкие бутылки. Такое оборудование долгое время являлось коммерческой тайной, и только в начале 1958 г. оно стало доступным на рынке. Одним из первых видов тары для продаваемых в розничной торговле продуктов стала мягкая бутылочка для дезодоранта Stopette; появившись на рынке в начале 1947 г., эта упаковка пользовалась большой популярностью.
В 1957 г. внимание производителей бутылок было привлечено к технологии производства ПЭВП при низком давлении. В 1959 г. уже пять фирм стали производить из него бутылки для моющих средств. В настоящее время более 350 фирм-изготовителей ежегодно выпускают более 9 млрд единиц пластиковой тары методом выдувного формования.
Наиболее широко используемый материал для бутылок — это ПЭВП, стоимость которого по сравнению с ПЭНП незначительно колеблется в обе стороны и зависит от его доступности на рынке, но он отличается большей жесткостью и меньшей влагопроницаемостью. Благодаря своей жесткости ПЭВП позволяет делать стенки бутылок более тонкими, что уменьшает цену изделия. ПЭНП используется там, где требуется повышенная прозрачность и мягкость бутылки.