Реферат: Порошковая металлургия
Прессование сложных изделий, т.е. изделий с неодинаковыми размерами в направлении прессования, связано с трудностями обеспечения равномерной плотности спрессованного изделия в различных сечениях. Эту задачу решают путем применения нескольких пуансонов, через которые прикладывают к порошку различные уси-лия (рис.9). Иногда при изготовлении изделий сложной формы предварительно прессуют заготовку, а затем придают ей окончательную форму при повторном обжатии - прессовании и спекании.
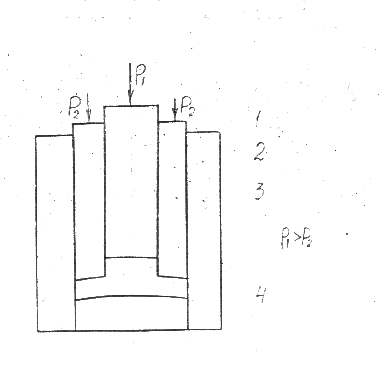
Рис.9 Схема прессования в прессформе сложного изделия: 1- пуансон,2-пуансон, 3-матрица,
4- нижний пуансон.
При прессовании кроме стальных прессформ - основного инструмента производства используют гидравлические универсальные или механические прессы. Для прессования сложных изделий ис-пользуют специальные многоплунжерные прессовые установки.
Давление прессования зависит в основном от требуемой плотности изделий, вида порошка и метода его производства. Давление прессования зависит в основном от требуемой плотности изделий, виде порошка и метода его производства. Давление прессования в этом случае может составлять (3...5) Gт пределов текучести материала порошка.
Изостатическое прессование - это прессование в эластичной оболочке под действием всестороннего сжатия. Если сжимающее усилие создается жидкостью-прессование называют гидростатическим. При гидростатическом прессовании порошок засыпают в резиновую оболочку и затем помещают ее после вакуумирования и гер-метизации в сосуд, в котором поднимают давление до требуемой величины. Из-за практического отсутствия трения между оболочкой и порошком спрессованное изделие получают с равномерной плотностью по всем сечениям, а давление прессования в этом случае меньше, чем при прессовании в стальных прессформах. Перед прессованием порошок подвергают виброуплотнению. Гидростатическим прессованием получки? цилиндры, трубы, шары, тигли и другие изделия сложной формы. Этот способ выполняют в специальных установках для гидростатического прессования.
Недостатком гидростатического прессования является невозможность получения прессованных деталей с заданными размерами н необходимость механической обработки при изготовлении изделий точной формы и размеров, а также малая производительность процесса.
Прокатка порошков заключается в захвате и подаче в зазор под действием сил трения вращающихся валков порошка и сжатии порошка (рис.10). Пр?