Реферат: Проектирование фасонного резца
Исходные данные:
Тип резца - круглый, внутренний
Материал детали - сталь 12ХМФ
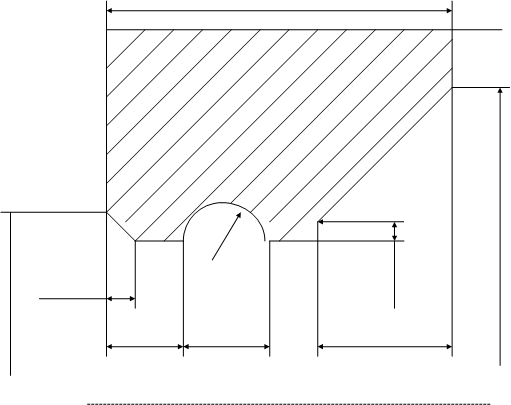 |
Определение конструктивных элементов резца.
Габаритные размеры и размеры элементов крепления резца выбирают в зависимости от
наибольшей глубины профиля обрабатываемой детали.
tmax = dmax - dmin / 2,
где dmax , dmin - наибольший и наименьший обрабатываемые диаметры.
tmax = 170 - 138 / 2 = 16 мм
Для внутренней обработки диаметр круглого резца должен быть не более 0.75 наименьшего
обрабатываемого им диаметра детали.
Рабочая ширина резца Lp , кроме основной режущей части, образующей форму обрабатываемой
детали, имеет дополнительные режущие кромки. Они предназначены для подготовки отрезки
детали от прутка и для обработки фасок.
Кроме того, режущие кромки, обрабатывающие фаски, имеют перекрытие, а резец заканчивается
упрочняющим участком.
Lp = lg + b + b1 + c + a,
где lg - длина фасок поверхности детали;
b - ширина лезвия под отрезку = 5мм;
b1 =c=1 мм - величина перекрытия;
a =3 мм -ширина упрочняющего участка.
Lp = 39 + 5 + 1 + 3 = 48 мм
Выбор геометрических параметров
Величины переднего g1 и заднего a1 углов принимают в зависимости от обрабатываемого материала для основной точки профиля резца, обрабатывающей наибольший диаметр детали.
учитывая это, выбираем:
передний угол g1 = 14°
задний угол a1 = 15°
Расчет профиля резца
Расстояние от оси детали до следа передней поверхности резца:
hg = r1 * sin g1 = 85 * sin 15° = 21.9996 мм
Вспомогательный параметр
A1 = r1 * cos g1 = 85 * cos 15° = 82.1 мм
Угол заточки резца:
e1 = g1 + a1 = 15 + 15 = 30°
Передний угол в текущей точке:
gi = arcsin hg /ri ,°
g2 = arcsin 21.9996 / 71 = 18.047
g3 = arcsin 21.9996 / 69 = 18.59
g4 = arcsin 21.9996 / 69 = 18.59
g5 = arcsin 21.9996 / 77 = 18.59
g6 = arcsin 21.9996 / 69 = 18.59
g7 = arcsin 21.9996 / 69 = 18.59
g8 = arcsin 21.9996 / 70 = 18.317
Вспомогательный параметр:
Ai = ri * cos gi ,°
A1 = 85 * cos 15.011 = 82.099
A2 = 71 * cos 18.047 = 67.510
A3 = 69 * cos 18.590 = 65.390
A4 = 69 * cos 18.590 = 65.390
A5 = 77 * cos 16.600 = 73.790
A6 = 69 * cos 18.047 = 65.390
A7 = 70 * cos 18.047 = 65.390
A8 = 85 * cos 18.317 = 66.450
Глубина профиля резца по передней поверхности для i-той точки:
Ci = - (Ai - A1 ), мм
C1 = 0
C2 = - ( 67.51 - 82.099 ) = 14.6
C3 = - ( 65.39 - 82.099 ) = 16.7
C4 = - ( 65.39 - 82.099 ) = 16.7
C5 = - ( 73.79 - 82.099 ) = 8.3
C6 = - ( 65.39 - 82.099 ) = 16.7
C7 = - ( 65.39 - 82.099 ) = 16.7
C8 = - ( 66.45 - 82.099 ) = 15.7
Расстояние от точки оси резца до следа его передней поверхности:
hp = R1 * sin e1
где D1 = 0.75d2 ; D1 = 104.25 ; R1 = 52 мм
hp = 52 * sin 30° = 26 мм
--> ЧИТАТЬ ПОЛНОСТЬЮ <--