Реферат: Проектирование и разработка приспособления для изготовления отверстий в детали
Ср = 95 - поправочный коэффициент,
См = 0.038 - поправочный коэффициент,
Y = 0.75 - поправочный коэффициент.
Получаем
Мкр = 10 · 0.038 · 82 · 0.140.75 · 0.8 ≈ 4.5 Н·м,
Р = 10 · 95 · 8 · 0.140.75 · 0.8 ≈ 1390 Н.
Найденное значение сил резания для надежности зажима заготовки умножают на коэффициент запаса К, величина которого зависит от условий обработки деталей на станке:
К = К0 · К1 · К2 · К3, гдеК0 = 1.5 - гарантированный коэффициент запаса,
К1 = 1 - коэффициент, учитывающий величину силы резания в зависимости от обработки,
К2 = 1.1 - коэффициент, учитывающий затупление инструмента,
К3 = 1 - коэффициент, учитывающий прерывистость резания.
Получаем
К = 1.5 · 1 · 1.1 · 1 = 1.65.
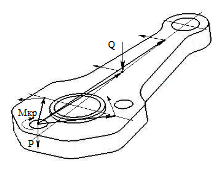
Рис. 2.4. К расчету силы зажима
Во-вторых, определим силу Q, необходимую для зажима заготовки, для чего составим уравнение статического равновесия твердого тела. Расчет проведем для первого отверстия (рис.2.4). На тело действуют сила резания P и сила закрепления заготовки Q. Тело будет находиться в состоянии равновесия, если будет выполняться равенство
K · Mкр = f2 · P/3 · r1 + f2 · P/3 · r2 + f2 · P/3 · r3 + f2 · Q/3 · r1 + f2 · Q/3 · r2 + f2 · Q/3 · r3 + f1 · Q · r4
Откуда
Q = [K · Mкр - f2 · P/3 · (r1 + r2 + r3 )] / [f2 /3 · (r1 + r2 + r3 ) + f1 · r4 ] (2.1)
где f1 = f2 = 0.1 - коэффициенты трения между поверхностями заготовки и установочными и зажимными элементами;
r1 , r2 , r3 , r4 - соответствующие длины плеч.
Для первого отверстия r1 = 33 мм, r2 = 21 мм, r3 = 79 мм, r4 = 46 мм, а значение силы зажима, рассчитанное по формуле 2.1, Q ≈ 140 H.
Для второго отверстия r1 = 13 мм, r2 = 36 мм, r3 = 52 мм, r4 = 22 мм, а значение силы зажима, рассчитанное по формуле 2.1, Q ≈ 493 H.
Поэтому для надежной фиксации заготовки в приспособлении необходимо приложить силу зажима Q = 500 H.
Для того чтобы создать такое зажимное давление на заготовке, необходимо приложить на шток пневмокамеры силу (рис.2.3)
W = Q·l3 · (l1 + l) / (l2 · l · η)
где η - коэффициент, учитывающий трение в шарнирных соединениях и в пневмокамере; l2 и l3 - длины плеч рычага-усилителя;
l1 и l - длины плеч прижимного рычага (планки).
Принимаем η = 1, l1 = 50 мм, l2 = 120 мм, l3 = 120 мм, l = 50 мм. Тогда
W = 500 · 120 · (50 + 50) / (120 · 50 · 1) = 1000 H.
2.4.2 Расчет приспособления на точность
При расчете приспособления на точность главной задачей является определение погрешности установки εу , которая складывается из трёх составляющих: погрешности базирования εб , погрешности закрепления εз и погрешности положения объекта εпр , обусловленной неточностью установки самого приспособления на технологическом оборудовании. Если предположить, что εб , εз и εпр представляют поля рассеяния случайных величин, то εу может быть рассчитана как