Реферат: Производство заготовок валов
Опишите технологический процесс производства заготовок валов диаметром не ниже 150 мм. Вал ответственного назначения.
Для изготовления наиболее ответственных деталей, для которых требуется материал особой прочности в крупных сечениях, используются хромоникельмолибденованадиевые стали. Примерами таких деталей являются: поковки валов и цельнокованных роторов турбин, валы высоконапряженных трубовоздуходувных машин, детали редукторов и т.д.
Для работы в указанных условиях наиболее подходит материал – сталь 36Х2Н2МФА (легирующими элементами в данной стали являются Cr, Ni, Mo, и V), т.к. она обладает высокой прочностью, пластичностью и вязкостью и низким порогом хладноломкости. Этому способствует высокое содержание никеля. Молибден, присутствующий в стали, повышает ее теплоемкость. Эту сталь можно использовать при 400-500 о С. Также данная сталь обладает высокой прокаливаемостью (критический диаметр свыше 100 мм), что позволяет упрочнять термической обработкой крупные детали. Даже в очень больших сечениях (1000 – 1500 мм и более) в сердцевине после закалки образуется бейнит, а после отпуска сорбит.
Недостатками высоколегированных хромоникельмолибденованадиевых сталей являются трудность их обработки резанием и большая склонность к образованию флокенов. При их обнаружении бракуют всю партию паковок. Также данные стали являются дорогими и их следует применять только в том случае если более дешевые стали не обеспечивают требования, предъявляемые к изделию.
Так как в данном случае не указаны требования предъявляемые к изделию, то будем считать что свойства стали данного изделия соответствуют предъявляемым.
Химический состав, термическая обработка и механические свойства стали 36Х2Н2МФА
| Содержание элементов, % | Термическая обработка | Механические свойства | Порог хладноломкости, о С | Обрабатываемость резанием | |||||||||||
| С | Mn | Cr | Ni | другие элементы | Закалка (tзак , о С, среда) | Отпуск (tзак , о С, среда) | dв | d0,2 | d | y | aн, кгс*м/см2 | tв | tн | HB | Kn |
| кгс/мм2 | % | ||||||||||||||
| 0,33-0,4 | 0,25-0,5 | 1,3-1,7 | 1,3-1,7 | 0,2-0,3 Mo 0,1-0,18 V | 850, масло | 600, воздух | 120 | 110 | 12 | 50 | 8 | - 60 | - 140 | 229 | 0,4 |
Буква А в конце марки означает, что сталь выплавлена по улучшенной технологии и со специально сниженным содержанием серы и фосфора (£ 0,030% каждого).
Производство чугуна
Исходные материалы: железные руды; флюс (СаСО3 ); топливо (кокс, мазут); огнеупорные материалы.
Железная руда - это природное минеральное сырье. Кроме железа в руде содержатся Al2 О3 , SiC2 (это пустая порода) и вредные примеси: мышьяк, фосфор более 1%.
Доменные флюсы нужны для удаления из печи тугоплавкой пустой породы, руды и золы топлива. Доменным флюсом служит известняк
СаС03 ®СаО + С02
Топливо в доменной печи является не только источником тепла, но и восстановителем железа из его оксидов. Кокс - это кусковое топливо, получаемое путем окисления коксуяцихся углей. Используют природный газ СН4 - метан, мазут, угольную пыль.
Схема подготовки руды и плавке
дробление ® обогащение ® окускование ® агломерация® ®скатывание.
Дробление необходимо для того, чтобы получить нужную степень измельчения, руды для плавни (10-30 мм), для агломерации – менее 5-8 мм.
Сортировку руды по классам крупности проводят на механических грохотах и установках типа гидроциклоп, где разделение частиц происходит под действием центробежной силы.
Основной способ обогащения - магнитный. Он состоит в том, что тонкоизмельченную руду помещают в магнитное поле, где магнитные частицы отделяются от пустой породы.
А: томерация - это окускование мелкого железного сырья путем спекания (puc.1).
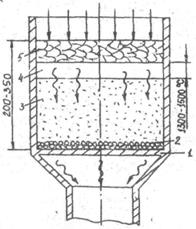
Ркс.1. Схема процесса спекания:
1- колосниковая решетка; 2-постель; 3-слой агломерирующей шихты; 4-зона спекания; 5-слой агломерата
На решетку загружают слой агломерате – постель, чтобы не было просыпания мелкой шихта через зазоры. Затем засыпают агломерируемой шихты: железосодержащие компоненты (агло-руда) – 70%; флюсы (измельченный известняк) – 20%; топливо (мелкий кокс, угольная мелочь и пиль) – 5-7%; марганцевая руда 1%.
Агломерируемую шихту увлажняют (4-6%) и тщательно перемешивают во вращающихся барабанах, при этом шихта окомковывается, что повышает ее газопроницаемость. После зажигания газовыми горелками топлива начинается его горение (рис.2). Воздух для горения просасывается через слой шихты с помощью вакуумных устройств, остаточное давление 6-10 МПа.
Зона горения постепенно перемещается вниз до постели колосников. При температуре 1300-16ОО°С происходит спекание шихты в пористый продукт – агломерат. После сортировки на грохоте куски крупностью 10-40 мм использует для плавки, менее 10 ми направляют на переработку. При спекании из руды удаляются вредные принеси (сера, мышьяк), разлагаются карбонаты.
Окатывание. Шихта из измельченных концентратов, флюса, топлива увлажняется и при обработке во вращающихся барабанах, тарельчатых чашах, приобретает форму шариков - окатышей диаметром до 30 им. Окатыши высушивают и обжигают (1200-1350°С) на обжиговых машинах. Использование агломерата и окатышей исключает отдельную подачу флюса-известняка в доменную печь при плавке, т.к. флюс в необходимом количестве входит в их состав.
Выплавка чугуна
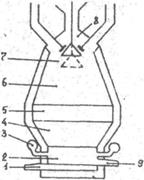
Чугун выплавляют в печах (рис.2) шахтного типа - доменных печах. Сущность процесса - восстановление оксидов железа, входящих в состав руды, оксидом углерода, водородом и твердым углеродом.
Доменная печь имеет до 40 мм стальной кожух, выложенный внутри огнеупорным шамотным кирпичом. Шамот получают из обожженной и сырой глины – это нейтральный по химическим свойствам (50-60% SiO2 30-45 % Al2 O3 ), наиболее распространенный и дешевый огнеупорный материал (толщина до 700 мм). Для уменьшения нагрузки на нижнюю часть печи ее верхнюю часть, начиная от распара, сооружают на стальном кольце с опорными колоннами. Нижнюю часть горна выкладывают из особо огнеупорных материалов - графитизированных блоков (толщина стенок до 1500 мм). Для повышения стойкости огнеупорной кладки в ней устанавливает металлические водяные холодильники (3/4 высоты печи)
|
|
--> ЧИТАТЬ ПОЛНОСТЬЮ <--