Реферат: Процесс прокатки металла
Полосовые станы с диаметром валков около 300 мм являются непрерывными, они предназначены для прокатки лент, полос и штрипсовых заготовок для сварных труб.
Проволочные станы прокатывают проволоку (катанку) толщиной 5.. .10 мм. Современные проволочные станы строят непрерывными с блоками чистовых клетей.
Листовые станы для горячей прокатки листовой стали толщиной 1,2. ..60 мм и более имеют бочки валков длиной 800... 5000 мм. Толстолистовую сталь шириной 1000. ..2500 мм прокатывают на непрерывных и полунепрерывных широкополосных станах.
Листовые станы для холодной прокатки листов толщиной 0,05. ..4 мм имеют бочки валков длиной 700.. .2800 мм. При холодной прокатке тонкой ленты из стали различных марок и цветных металлов широко применяют четырех-, двенадцати- и двадцативалковые станы, а также четырех- и пятиклетьевые непрерывные четырехвалковые станы (рис. 21.8).
Трубопрокатные станы предназначены для производства бесшовных стальных труб. Процесс прокатки бесшовных труб
состоит из двух операций: получения из слитка или заготовки толстостенной гильзы и последующей раскатки этой гильзы в трубу заданного диаметра. Для производства сварных труб наибольшее применение получили непрерывные станы, на которых стальные трубы изготовляют электросваркой.
К станам специального назначения относят бандаже-, колесопрокатные, шаропрокатные, детали прокатные и др.
3 Основы технологии прокатного производства
Сортамент проката
Прокат можно разделить на пять основных групп: 1) заготовки всех видов, 2) сортовая сталь, 3) листовая сталь, 4) специальные виды проката, 5) трубы.
Заготовки всех видов или полупродукт включают блюмы, слябы, заготовки передельные, осевые, трубные, кузнечные и другие. Они являются исходным материалом для последующей прокатки сортовых, листовых профилей, специальных видов проката и бесшовных труб.
Сортовую сталь (рис. 22.1), в свою очередь, можно разделить на профили массового потребления и профили специального назначения. К первой группе профилей относят круглую квадратную, .шестигранную, полосовую и угловую сталь, проволоку, швеллеры, двутавровые балки и др. Ко второй группе рельсы, профили особой формы, применяемые в строительств (шпунтовые сваи и др.), машиностроении (автообод, кольцо автообода, опорная планка направляющего ножа трактора др.) и других отраслях народного хозяйства.
Листовая сталь в зависимости от толщины листов разделяется на две основные группы: толстолистовую — толщина 4. ..160 мм, тонколистовую — толщиной 1,2. ..4 мм.
К специальным видам проката относят бандажи, шар цельнокатаные колеса и периодические профили (переменно поперечное сечение по длине полосы).
Стальные трубы разделяют на бесшовные и сварные. Доля стальных труб в общем выпуске проката с каждым годом увеличивается, особенно быстро растет производство сварных труб.
Размеры и допуски на прокат, требования к качеству поверхности, механическим и технологическим свойствам определяются государственными и отраслевыми стандартами (ГОСТами, ОСТами) или техническими условиями (ТУ).
Основные технологические операции прокатного производства
Технологический процесс прокатки представляет собой комплекс последовательных термомеханических операций, выполняемых на соответствующем оборудовании и в определенной последовательности и предназначенных для получения продукции с заданными показателями качества (точности формы и геометрических размеров, состояния поверхности и т. д.). Наиболее общая схема технологического процесса прокатки включает операции подготовки исходного металла к прокатке, нагрева перед обработкой давлением, собственно прокатки для получения заданного профиля, отделку проката и контроль его качества. В зависимости от стадии прокатки (производство заготовок или готовой продукции из слитка или литой заготовки) и вида проката число технологических операций и их последовательность может изменяться.
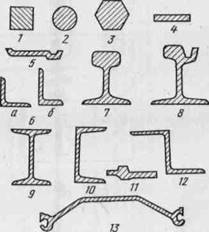
Рис. 22.1. Профили сортовой стали
1 — квадратный; 2 — круглый; 3 — шестигранный; 4 — полосовой; 5—автообод; 6 — угловой (а — равнобокий, б — нерав-нобокий); 7 — рельс железнодорожный; 8 — рельс трамвайный; 9 — балочный; 10 — швеллерный; 11 — опорная планка направляющего колеса трактора; 12 — зетовый профиль; 13 — шпунт
Схема технологического процесса производства сортового проката из слитков приведена следующая:1 -слиток (1 слитки), 2-нагрев слитков в нагревательных колодцах, 3-прокатка на блюминге, 4- зачистка поверхностных дефектов на машине огневой зачистки, 5-раскрой раската на ножницах на блюмы., 6-прокатка на непрерывном заготовочном стане, 7-раскрой раската на заготовки, 8-охлаждение на холодильнике,9- зачистка поверхностных дефектов (2-9 - получение полупродукта), 10-нагрев заготовок в методической печи, 11-прокатка на сортовом стане, 12-раскрой проката на заданные длины, 13-охлаждение проката (10-13 –получение готового сортового проката), 14-термическая обработка проката, 15 –правка, 116-зачистка поверхностных дефектов, 17-упаковка, маркировка, взвешивание, отгрузка готовой продукции (14-17—отделка проката) .
При подготовке исходного металла к прокатке с него удаляют различные поверхностные дефекты, что увеличивает выход готового проката. Эта операция особенно необходима при прокатке качественной углеродистой и легированной стали. При прокатке контролируют начальную и конечную температуру, заданный режим обжатия. Для контроля за состоянием
перекатываемого металла, называют вытяжными. К вытяжным калибрам относят прямоугольные (ящичные), ромбические, квадратные, овальные и др.
Для постепенного приближения поперечного сечения прокатываемой заготовки к готовому профилю применяют подготовительные или предчистовые калибры. Форма чистового калибра точно соответствует форме готового проката, но размеры калибра приняты с учетом коэффициента температурного расширения металла и минусового допуска.
Важнейшая задача калибровки — расчет режима обжатий при прокатке. Устанавливая режим обжатия, учитывают пластичность металла и его сопротивление деформации, допустимый угол захвата, прочность валков и деталей стана, мощность двигателя, величину уширения.
4 Технология производства отдельных видов проката
Производство блюмов и слябов. На блюмингах и слябингах прокатывают слитки в крупные заготовки — блюмы и слябы, имеющие соответственно квадратное и прямоугольное сечение. Масса и форма слитков зависят от диаметра валков, мощности двигателя стана, марки стали и вида получаемой заготовки.
Масса слитка должна быть такой, чтобы обеспечить максимальную производительность стана, требуемое число блюмов и слябов, наибольший выход годного проката. Для прокатки слябов нужны, например, слитки массой 16. ..28 т, а для прокатки блюмов — 3,0. ..12 т.
Из указанных слитков прокатывают слябы в соответствии с ГОСТ 25715—89 сечением 100.. .350X300.. .2200 мм и длиной 1,2. ..11 м, блюмы по отраслевому стандарту ОСТ 14-13—75 сечением 140 X 140.. .450 X 450 мм, длиной 1...6 м.
Для нагрева слитков при прокатке блюмов и слябов применяют нагревательные колодцы (см. рис. 20.5). В нагревательные колодцы блюмингов и слябингов поступает свыше 90 % всех слитков непосредственно из сталеплавильного цеха в горячем состоянии при температуре 800.. .850 °С. При горячем всаде слитков расход топлива составляет 1050... 1250 кДж/кг. Нагревательные колодцы, как правило, располагают в отдельном здании, примыкающем к основному зданию блюминга или слябинга. На рис. 22.7 показана схема расположения оборудования современного двухвалкового реверсивного блюминга с диаметром валков 1300 мм. Слитки, нагретые в колодцах до температуры 1200.. .1250 °С, транспортируют к стану, где они подвергаются деформации в валках блюминга сначала на гладкой бочке, а затем в системе ящичных калибров.
Обжатие слитка за отдельный проход при производстве блюмов из углеродистой и низколегированной стали составляет в среднем 65.. .80 мм, а максимальное обжатие — 90... 120 мм. При таких обжатиях слиток углеродистой стали массой 7,5 т прокатывают на блюминге 1300 в блюм сечением 350Х Х350 мм за 13 проходов, а слиток легированной стали I2X18H10T массой 3,3 т на блюминге 1000 в блюм сечением 180X180 мм —за 19 проходов. Выход годных блюмов из слит-ков кипящей стали составляет 91...92,5%, из слитков спокойной стали — 80. ..82%. На многих блюмингах основные операции технологического процесса прокатки (подача слитков, работа рольгангов, главный привод валков, нажимное устройство и т. д.) автоматизированы.
Производительность блюмингов составляет 3,5.. .6,0 млн. т и более слитков в год. Продолжительность прокатки одного слитка составляет при этом 50.. .60 с.