Реферат: Различные виды обработки металлов давлением. Оборудование и специальная технологическая оснастка для листовой штамповки
Резка объединяет большую группу различных операций, в которую входят:
– отрезка;
– вырубка;
– пробивка;
– обрезка;
– надрезка;
– зачистка;
– и некоторые другие операции.
Отрезка заготовок от листового материала производится, в основном, на специальных станках-ножницах различных типов – гильотинных, параллельных, дисковых. Отрезка применяется в большинстве случаев для получения полос материала, необходимых в качестве заготовок для проведения различных операций холодной штамповки.
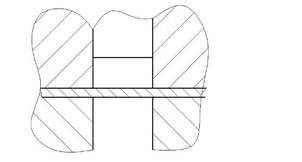
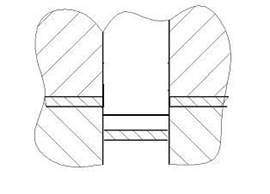
Рис. 1. Вырубка
Вырубка – это операция полного отделения материала по замкнутому контуру, когда отделенная часть является изделием или готовой заготовкой. Эту операцию осуществляют в штампе, пуансон которого вдавливает отделяемую часть в отверстие матрицы.
Отверстие матрицы и форма пуансона соответствует профилю готовой заготовки. Для нормального выполнения вырубки кромки пуансона и матрицы должны быть острыми, а зазор на одну сторону между пуансоном и матрицей должен быть в пределах 5–10% толщины материала.
При правильном зазоре трещины в материале, идущие от пуансона и матрицы встречаются, и заготовка имеет гладкую кромку. Неправильный зазор является причиной образования ступенек на кромке заготовок. При затоплении кромок пуансона на заготовке образуется заусенец.
Пробивка – операция полного отделения материала, по замкнутому контуру, когда отделяемая часть является отходом, т.е. операция получения отверстия в заготовке. Пробивка ничем не отличается от вырубки по схеме деформации.
При вырубке отверстие матрицы равно размерам детали (или заготовки), а размеры пуансона меньше на величину зазора. При пробивке размер пуансона равен размеру отверстия в заготовке, а размер отверстия матрицы больше на величину зазора.
Из-за особенностей процесса штамповки при применении вырубки и пробивки следует учитывать некоторые ограничивающие условия.
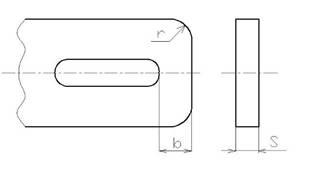
Рис. 2. Пробивка
1. Минимальный диаметр пробиваемого отверстия берется обычно не менее толщины материала:
d ≥ S .
2. Расстояние между двумя отверстиями и радиусы закругления:
а≥ S ; r ≥ S .
1. Расстояние между краем отверстия и краем детали (заготовки):
b ≥ S .
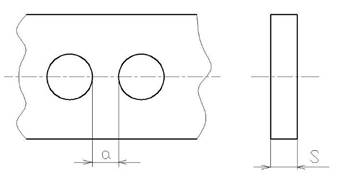
Рис. 3. Пример пробивки
В ряде случаев, при применении сильного прижима, некоторые соотношения могут быть изменены, например диаметр пробиваемого отверстия может быть уменьшен:
d ≥0,3 S .
Однако в целом при не соблюдении указанных соотношений уменьшается точность изготовления и увеличивается процент брака. Усилие вырубки и пробивки ориентировочно определяется как произведение длины контура вырубки и пробивки (т.е. периметра) на толщину материала и на сопротивление материала срезу:
![]() , (1)
, (1)
где К – коэффициент, учитывающий влияние конструктивно-технологических факторов; L – длина линии реза; S – толщина металла; σ ср – сопротивление металла срезу (м.б. σ в – предел прочности материала).
Одновременная пробивка нескольких отверстий или одновременная вырубка нескольких деталей требует соответствующего увеличения усилия при штамповке.
Прорезка – операция отделения по краю контура с удалением отделенной части.
Рис. 4. Прорезка
--> ЧИТАТЬ ПОЛНОСТЬЮ <--