Реферат: Различные виды обработки металлов давлением. Оборудование и специальная технологическая оснастка для листовой штамповки
– для квадратных – d ≥ 0,45 S;
– для прямоугольных d ≥ 0,35 S;
где S – толщина материала.
Для исключения возможного образования трещин разработаны пуансоны специальной конструкции, имеющие предразрушающий выступ, диаметр которого меньше диаметра пуансона.
Формообразование пластмассовых листовых заготовок производится также с подогревом материала. Различают три способа штамповки:
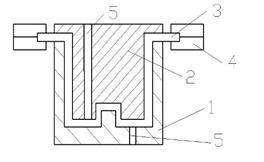
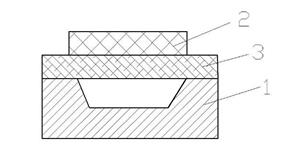

Рис. 11. Способы штамповки пластмасс: а – заготовка между матрицей (1) и пуансоном (2) ; б – Штампование в матрицу (2) материала эластичным пуансоном; в – Формирование материала толкателем. 1– матрица; 2 – пуансон; 3 – листовая заготовка; 4 – зажимная рама; 5 – воздушный канал; 6 – поддон; 7– толкатель;
I – первый способ применяется для более сложных деталей; II – второй способ применяется при штамповке простых деталей на малую длину. Пуансон эластичный, обычно из губчатой резины. III – третий способ для получения деталей виде усеченного конуса, пирамиды и т.д.
Оборудование и специальная технологическая оснастка для листовой штамповки
Для листовой штамповки применяются гидравлические и механические прессы (кривошипные, эксцентриковые, фрикционные).
Штампы для листовой штамповки могут быть простыми последовательными и совмещенными.
Простые (однооперационные) штампы предназначены для выполнения одной операции (гибочные, вырубные, пробивные, вытяжные и т.д.).
Последовательные штампы производят несколько операций последовательно (надрезка→гибка).
Совмещенные – за одни рабочий ход выполняется одновременно несколько операций(вырубка контура детали и пробивка в ней отверстий).
Независимо от вида штампа его элементы разделяют на рабочие, установочные и монтажные.
Рабочими элементами штампа являются пуансоны (объемные детали) и матрицы (объемлющие детали).
Установочные элементы обеспечивают центровку пуансонов относительно матрицы, правильное размещение заготовки внутри штампа, ее фиксацию во время выполнения операции, извлечение детали и удаление отходов.
Монтажные детали предназначены для размещения и крепления рабочих и установочных деталей, а также для связи штампа с прессом.
В последовательном штампе имеется несколько пуансонов и матриц. Полоса или лента подается сначала к первой паре пуансонов и матриц, а затем в промежутке между рабочими ходами пресса подается ко второй паре и т.д. Следовательно каждый участок заготовки подвергается обработке последовательно, а все пуансоны и матрицы работают одновременно. При обработке в последней паре пуансонов и матриц происходит отделение готовой детали от полосы.
ЛИТЕРАТУРА
1. Технология производства ЭВМ / А.П. Достанко, М.И. Пикуль, А.А. Хмыль: Учеб. – Мн. Выш. Школа, 2004 – 347с.
2. Технология деталей радиоэлектронной аппаратуры. Учеб. пособие для ВУЗов / С.Е.Ушакова, В.С. Сергеев, А.В. Ключников, В.П. Привалов; Под ред. С.Е. Ушаковой. – М.: Радио и связь, 2002. – 256с.
3. Тявловский М.Д., Хмыль А.А., Станишевский В.К. Технология деталей и пе-риферийных устройств ЭВА: Учеб. пособие для ВУЗов. Мн.: Выш. школа, 2001. – 256с.
4. Технология конструкционных материалов: Учебник для машиностроительных специальностей ВУЗов / А.М. Дольский, И.А. Арутюнова, Т.М. Барсукова и др.; Под ред. А.М. Дольского. – М.: Машиностроение, 2005. – 448с.
5. Зайцев И.В. Технология электроаппаратостроения: Учеб. пособие для ВУЗов. – М.: Высш. Школа, 2002. – 215с.
6. Основы технологии важнейших отраслей промышленности: В 2 ч. Ч.1: Учеб. пособие для вузов / И.В. Ченцов, И.А.