Реферат: Разработка программы управления промышленным роботом на базе контроллера SIMATIC S5 фирмы SIEMEN
1.1 Задерживается на время ![]() сек.
сек.
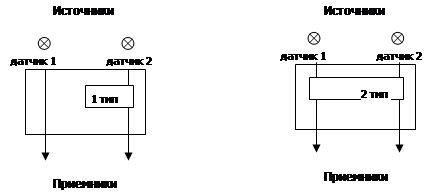
1.2 Захватывает деталь, и в зависимости от ее типа транспортирует ее в соответствующую тару (точки Е и Д на траектории). Для определения типа деталей на конвейере установлены фотодатчики. Из-за различной длины деталь 1 типа перекрывает один фотодатчик, деталь 2 типа – два фотодатчика.
 |
1.3 Открывается.
1.4 Задерживается над тарой на 0,07 сек
1.5 ![]() Перемещается обратно к конвейеру, далее п.п. с 1.1 повторяются.
Перемещается обратно к конвейеру, далее п.п. с 1.1 повторяются.
2.По кнопке "СТОП" манипулятор останавливается.
3.При переполнении тары хотя бы одного типа деталей на контроллер передается команда соответственно "Сменить тару 1" или "Сменить тару 2", по этой команде манипулятор переходит в начальное состояние (т.е. срабатывают КВ начального положения всех кинематических пар), и останавливается. При смене тары оператор с пульта управления передает команду "Тара 1 сменена" или "Тара 2 сменена", по которой манипулятор повторяет действия с пункта1.
Управление работой манипулятора осуществляется с операторской панели. На панели помещены следующие кнопки и индикаторы выходных сигналов:
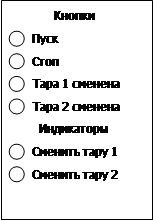 |
Рис.1
Манипулятор начинает работу, если нажата кнопка "ПУСК". При этом последовательно поступают команды на исполнительные механизмы и учитывают положение КВ. манипулятор перемещается по заданной траектории. При нажатии оператором кнопки "СТОП" манипулятор останавливается. При переполнении тары деталей 1 и 2 на панели обслуживания включается индикатор "Сменить тару 1" или "Сменить тару 2" соответственно, по этому сигналу манипулятор перемещается в начальное положение и ждет нажатия оператором кнопки "Тара 1 сменена" или "Тара 2 сменена" соответственно.
2.1 Представление кинематической схемы манипулятора
Кинематическая структура рабочих органов манипулятора имеет вид:
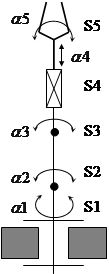
Манипулятор состоит из четырех кинематических пар: вращательной S1, изгибов S2 и S3, перемещения S4 и схвата S5.
При проектировании программы будем использовать данные 7 варианта:
|
N вар |
Траектория |
Нач. положение |
|
|
Кол-во деталей 1 |
Кол-во деталей 2 |
| 7 | 2 | В | 0,7 | 0,07 | 11 | 19 |
Соответствующая траектория манипулятора представлена на рис. 3
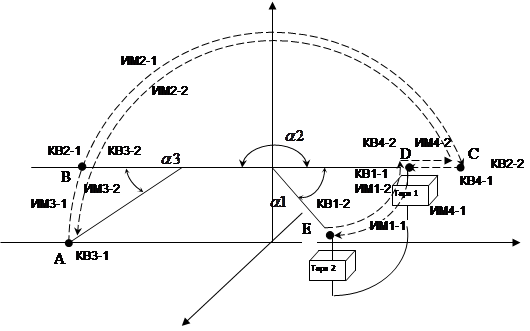 |
Рис. 3
Отрезок АВ – в перемещении участвует КП S3 (изгиб)
Отрезок ВС – в перемещении участвует КП S2 (изгиб)
Отрезок CD – в перемещении участвует КП S4 (перемещение)
Отрезок DE – в перемещении участвует КП S1 (вращение)
Любую n-ю КП манипулятора можно перемещать от конвейера к таре с помощью ИМn-1 и от тары к конвейеру с помощью ИМn-2. Два КВ отвечают за то, чтобы ИМ выключался, если КП достигла по траектории своего предельного положения (т.е. сигнал с КВn-2) и включался, если пришел сигнал, позволяющий начать перемещение и при этом КПn в начальном положении (т.е. сигнал с КВn-1).
3.Выбор программируемого контроллера
3.1 Выбор технических средств
Программируемый контроллер S5-100U является модульным малым устройством управления для экономичных решений простых и средних задач автоматизации.
Программируемый контроллер S5-100U состоит из:
- центрального модуля
- шинных модулей
- периферийных модулей, которые крепятся на шинные модули
- блока питания