Реферат: Разработка программы управления промышленным роботом на базе контроллера SIMATIC S5 фирмы SIEMEN
20 мс
Защита от короткого замыкания
электронная
Класс защиты
1
3.4 Выбор датчиков, определяющих длину детали
Принцип измерения длины деталей (деталь А длиннее детали В) основан на следующем принципе:
С одной стороны конвейера помещены два источника оптических излучений, а с другой стороны конвейера – два приемника этих излучений. Деталь типа В перекрывает два источника излучений, а деталь типа А – один источник.
В качестве источника излучения можно выбрать люминесцентный индикатор. Его высвечивание может осуществляться либо электрическим полем, прикладываемым к электролюминесцентному конденсатору, либо током, протекающим через люминофор. Люминесцентный конденсатор состоит из подложки, на которую наносится проводящий слой (электрод), слоя люминофора, защитного слоя и второго электрода. Если выход света осуществляется со стороны подложки, то она выполняется прозрачной.
В качестве приемника излучения выберем фоторезистор. Чувствительный элемент в фоторезисторе выполнен в виде пластинки, на которую нанесен слой полупроводникового фоточувствительного материала. Электропроводность полупроводниковых материалов обусловлена возбуждением электронов в валентной зоне и примесных уровнях.
При небольших уровнях освещенности преобразователя число возбужденных светом электронов пропорционально освещенности. Его электрическая проводимость ![]() , где
, где ![]() - фототок,
- фототок, ![]() - напряжение, приложенное к преобразователю, также пропорционально освещенности.
- напряжение, приложенное к преобразователю, также пропорционально освещенности.
При больших освещенностях пропорциональность нарушается.
Вольт-амперная характеристика фоторезисторов линейна, то есть их сопротивление не зависит от приложенного напряжения. Фоторезисторы имеют высокую чувствительность, но их сопротивление зависит от температуры. Для уменьшения температурной погрешности они включаются в смежные плечи моста.
4. Разработка и написание программы управления
4.1. Разработка структуры системы управления
Для управления работой манипулятора следует подавать в определенной последовательности сигналы на ИМ1-1, ИМ1-2, ИМ2-1, ИМ2-2, ИМ3-1, ИМ3-2, ИМ4-1, ИМ4-2, ИМ5-1, ИМ5-2 и учитывать выходные сигналы с КВ1-1, КВ1-2, КВ2-1, КВ2-2, КВ3-1, КВ3-2, КВ4-1, КВ4-2. Исходя из всего вышесказанного, можно получить следующую общую схему системы управления:
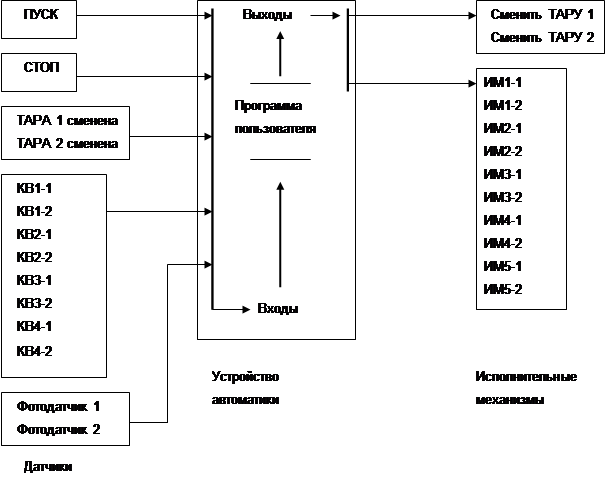 |
Входы "Фотодатчик 1" и "Фотодатчик 2" служат для распознания типа детали.
Технический процесс работы манипулятора и всей линии в целом проходит под управлением устройства автоматики в соответствии с командами программы пользователя. С помощью этой программы устройство автоматики обрабатывает сигналы, поступающие на входы от датчиков процесса. Результат обработки сигналов далее выдается через выходы на управляющие процессом механизмы.
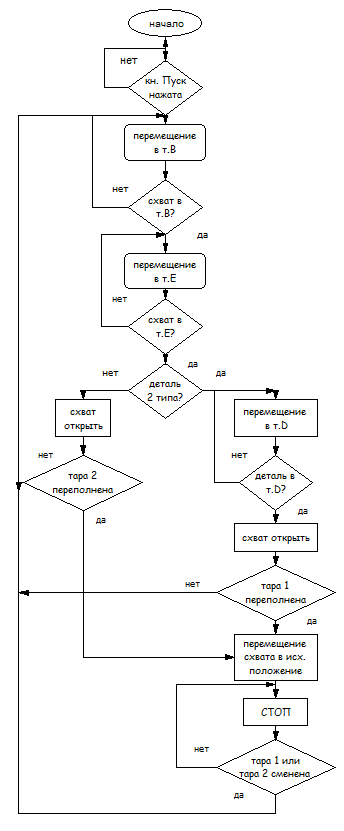
4.2 Функциональная блок-схема алгоритма управления промышленным роботом
Для составления программы управления роботом составим концептуальную блок-схему алгоритма управления:
4.3 Присвоение адресов
Для того, чтобы наше устройство автоматики работало с вышеперечисленными в п.4.1 входами и выходами, присвоим им в левом столбце адреса:
|
E32.0 |
KB1-1 |
датчики |
|
E32.1 |
KB1-2 | |
|
E32.2 |
KB2-1 | |
|
E32.3 |
KB2-2 | |
|
E32.4 |
KB3-1 | |
|
К-во Просмотров: 1747
Бесплатно скачать Реферат: Разработка программы управления промышленным роботом на базе контроллера SIMATIC S5 фирмы SIEMEN
|