Реферат: Разработка технологического процесса детали типа вал-червяк
Измерительной базой называется поверхность, линия или точка, от которых производится отсчет выполняемых размеров при обработке или измерении заготовки, а также при проверке взаимного расположения поверхностей детали или элементов изделия.
Если конфигурация заготовки не дает возможности выбрать технологическую базу, позволяющую удобно, устойчиво и надежно ориентировать и закрепить заготовку в приспособлении или на станке, то прибегают к созданию искусственных технологических баз. Характерным примером служат центровые отверстия, не требующиеся для готового вала и необходимые исключительно из технологических соображений.
Совмещение установочной, измерительной и сборочной баз при постоянстве выбранной базы в значительной степени облегчает решение сложных технологических задач, возникающих при обработке любых деталей.
В качестве заготовки используется прокат. При изготовлении червяка обработка поверхностей 1,21 происходит закрепление детали за необработанную поверхность 9. Затем сверлятся центровые отверстия 22,26. Последующая обработка поверхностей 2,3,4,5,6,7,8,9,10,11,12,13,14,15,16, 17,18,19 проводится при установке заготовки в центра 22,26. Нарезание винтовой канавки червяка производится при установке заготовки в центра 22,26 и зажим за поверхность 3 или 17. При изготовлении шпоночного паза 20 зажим заготовки производится за поверхности 3,14 с упором в поверхность 7. Обработка поверхности 24,25 и нарезание резьбы поверхностей 23,27 производится при зажиме за поверхность 9 с упором заготовки в торцы 7,11.
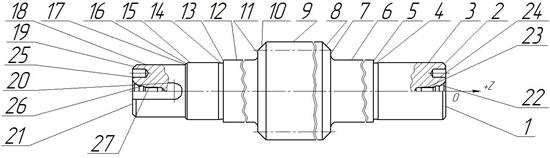
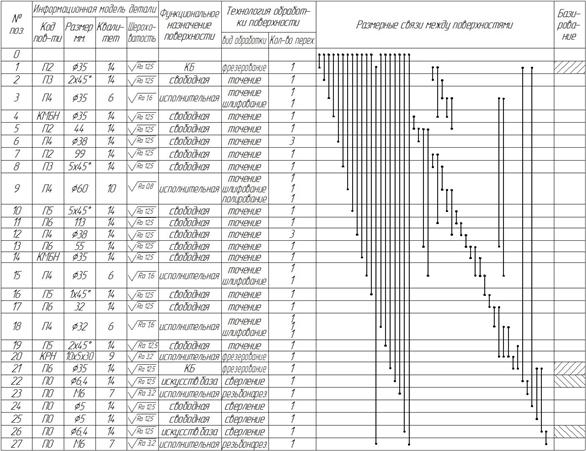
Рис.1 – размерный анализ детали
9. Выбор технологического маршрута
Для разработки технологического процесса обработки детали требуется предварительно изучить ее конструкцию и функции. Разрабатываемый тех-нологический процесс должен обеспечивать повышение производительности труда и качества детали, сокращение материальных и трудовых затрат на его реализацию, уменьшение вредных воздействий на окружающую среду. Технологический процесс обработки деталей подобного типа включает в себя несколько этапов: обработка наружных поверхностей при установке на необработанные и предварительно обработанные поверхности, получение базовых поверхностей, используемых в дальнейшем на других операциях.
Намечая технологический процесс обработки детали, следует придерживаться следующих правил:
1. Обрабатывать наибольшее количество поверхностей данной детали за одну установку и т. д.
2. Использовать по возможности только стандартный режущий инструмент;
3. Не проектировать обработку на уникальных станках. Применение уникальных и дорогостоящих станков должно быть технологически и экономически оправдано;
4. С целью экономии труда и времени технологической подготовки производства использовать типовые процессы обработки.
Таблица 43 - Технологический маршрут обработки червяка.
| Операции | Технологические базы | Используемое оборудование | |
| 005 | Заготовительная | Цилиндрическая поверхность | Отрезной станок |
| 010 |
Фрезерная Фрезерование торцов и зацентровка | Цилиндрическая поверхность | Фрезерно-центровальный станок |
|
015 |
Токарная (черновая) Черновая обточка основных диаметров червяка Æ60, Æ38, Æ35, Æ32 мм |
Центровые отверстия вала |
Токарный станок |
| 020 |
Термическая Обработка НВ 261 min | - |
Электропечь и закалочная ванна |
| 025 |
Правочная Правка червяка для выравнивания короблений, возникших во время термообработки | - | Пресс для правки |
| 030 |
Токарная (чистовая) К-во Просмотров: 509
Бесплатно скачать Реферат: Разработка технологического процесса детали типа вал-червяк
| ||