Реферат: Разработка технологического процесса изготовления детали с применением ГАП и ГПС
Определить количество основного оборудования, включаемого в автоматизированный комплекс, можно, исходя из среднего такта выпуска деталей на комплексе.
Средний такт выпуска деталей:
где Ф0 -номинальный фонд времени работы оборудования, при двухсменной работе Ф0 = 4140ч;
К = 0.9 - средний коэффициент использования оборудования для массового производства;
Nг =30000 шт. - годовая программа выпуска деталей.
Т=0,1242ч=7,452 мин
Расчетное число оборудования определяется как отношение времени обработки детали на станке к среднему такту выпуска деталей. Для расчета возьмем максимальные штучные времена для каждого вида обработки.
Для токарной обработки: Ч.О.= 2,36 ;
Для фрезерной обработки: Ч.О.= 0,13;
Таким образом, в разрабатываемый автоматический комплекс необходимо включить 3 станка токарной, 1 станок фрезерной группы.
Кроме этого в систему входит робот-манипулятор, позиции контроля, автоматизированная транспортно-складская система (АТСС).
Структурная схема комплекса приведена на рис.3.1
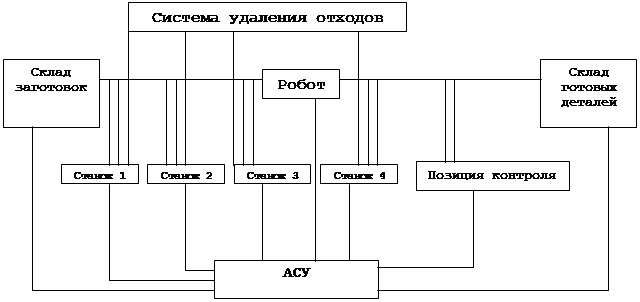 |
Рис. 3.1
Пусть производство деталей происходит партиями, при этом, на каждом токарном станке производится полная токарная обработка.
Для перемещения детали внутри комплекса выбираем робот М20Ц.48.01:
1. Время взятия заготовки из загрузочного устройства – 3 сек.
2. Время перемещения каретки робота к станку 1 (3м) – 2,5 сек.
3. Время снятия обработанной детали из патрона станка 1 – 3 сек.
4. Время установки заготовки в патрон станка 1 – 3 сек.
5. Время перемещения робота от станка 1 до станка 4 – 6,2 сек.
6. Время снятия заготовки из патрона станка 4 – 3 сек.
7. Время установки заготовки в патрон – 3 сек.
8. Время перемещения каретки робота от станка 4 к ПК – 3,3 сек.
9. Время взятия заготовки из ПК – 3 сек.
10. Время установки заготовки в ПК – 3 сек.
11. Время установки детали на спутник – 3 сек.
12. Время перемещения каретки робота к ЗУ – 2,3 сек.
13. Время перемещения каретки робота к станку 2 от ЗУ – 7,5 сек.
14. Время перемещения каретки робота от станка 2 до станка 4 – 2 сек.
15. Время перемещения каретки робота от станка 4 до спутника С (тогда, когда не нужен контроль деталей) – 5,4 сек.