Реферат: Рубленные полуфабрикаты
Сравнительно недавно в производстве рубленых полуфабрикатов стали использовать соевые и молочные белки. Из-за нейтрального вкуса, хорошей связующей способности и сравнительно небольшой стоимости их использование можно только приветствовать, если, конечно, количество гидратированного белка не будет чрезмерным (не более 10—15 % массы полуфабриката).
При добавлении панировочных сухарей структура фарша заметно уплотняется, причем сохраняется и после кулинарной обработки. Поэтому фаршевая начинка пельменей, приготовленная с добавлением панировочных сухарей, сохраняет свою форму даже при нарушении тестовой оболочки во время варки пельменей.
Часто используемый рис существенно не влияет на структуру сырого фарша, но он хорошо удерживает выделяющийся при нагревании мясной сок, заметно улучшая вкус готового продукта. Особенно это очевидно при изготовлении голубцов: без риса фарш будет сухим и жестким.
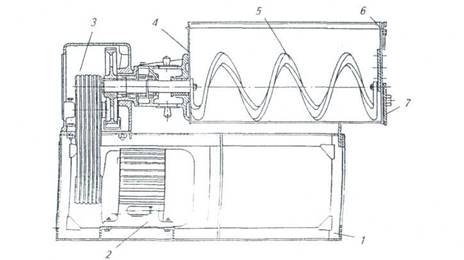
Рис. 3.1. Схема фаршемешалки со спиральными лопастями:
1 — станина; 2 — электродвигатель; 3—привод; 4 —емкость; 5—спирали месильные; 6 — крышка решетчатая; 7 — крышки для выгрузки фарша
Окончательно приготовляют фарш в мешалках, куда закладывают сырье по рецептуре. Обычно применяют открытые мешалки периодического действия с механизированной выгрузкой или с опрокидыванием дежи вручную. Основные рабочие механизмы мешалки — лопасти, спирали или шнеки. Удобны в работе фаршемешалки со спиралеобразными шнеками и выгрузкой продукта через специальный боковой люк с замком (рис. 3.1). Мешалка состоит из емкости 4, внутри которой встречно вращаются две месильные спирали 5. Вращение спиралей осуществляется от электродвигателя 2 через привод 3. Фарш выгружается при вращении месильных спиралей через крышку 7.
Сырье в фаршемешалку загружают в такой последовательности: мясо, гидратированный белок или размоченный в молоке хлеб, лук, яйца или меланж, пряности. Перемешивают фарш до образования однородной массы обычно в течение 4—6 мин. Приготовленный фарш сразу направляют на формование полуфабриката. Даже непродолжительная выдержка фарша нежелательна из-за возможного увеличения бактериальной обсемененности.
4. ФОРМОВАНИЕ РУБЛЕНЫХ ПОЛУФАБРИКАТОВ
Из подготовленного фарша формуют: котлеты в виде лепешки овальной формы толщиной 2—2,5 см; биточки в виде лепешек округло-приплюснутой формы толщиной 1,5—2 см; шницели в виде лепешек плоско-овальной формы толщиной 1 —1,5 см; другие изделия, форма которых оговорена в нормативно-технической документации.
Формование котлет даже при небольших объемах производства можно осуществлять на простой по конструкции и, следовательно, надежной в работе машине. Машина состоит из корпуса, на котором размещены бункер для фарша, вращающийся стол и сбрасывающий диск. Сбрасывающий диск вращается в 5.3 раза быстрее, чем стол. Фарш загружают в бункер. Лопастями, наклонно поставленными на вертикальном валу, фарш подается к каналу бункера. Через канал фарш заполняет очередное из пяти гнезд непрерывно вращающегося стола. Объем канала регулируется поршнем. Шток поршня заканчивается роликом, скользящим по неподвижной направляющей. Объем фарша в гнезде регулируется ходом поршня посредством двуплечего рычага через ограничительный диск. При движении стола ролик штока поршня скользит по направляющей, поднимая поршень до поверхности стола. В верхнем положении поршня дозированная порция фарша сбрасывается диском.
Поршни стола состоят из поршня со штоком, стакана и крышки. Между крышкой и стаканом на шток поршня надета пружина, возвращающая поршень в исходное положение.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() 5. ФАСОВАНИЕ И УПАКОВЫВАНИЕ
5. ФАСОВАНИЕ И УПАКОВЫВАНИЕ
Рубленые полуфабрикаты фасуют вручную в пакеты из полимерной пленки или на лотки из полимерных материалов. В пакет обычно помещают полуфабрикаты, внешний вид которых не является определяющим для потребителя, — наборы для бульона, супа, студня и т. п. С появлением на рынке электронных весов с чекопечатающими устройствами на порции заданной массы, например 500 ± 5, 1000 + 15 г, полуфабрикаты не фасуют, так как для доведения точной массы почти к каждой упаковке нужно добавлять мелкие кусочки — довески. Это и трудоемко, и ухудшает внешний вид продукта. На электронных весах автоматически точно определяют массу продукта и наклеивают на упаковку (или выдают) этикетку с указанием массы, цены за 1 кг (100 г) и стоимости полуфабриката.
Рубленые полуфабрикаты, фасованные на лотки, хорошо сохраняют форму, и внешне такая упаковка выглядит современной и привлекательной. Укладывать полуфабрикаты на лоток лучше плотно, один к другому — тогда упаковка хорошо сохраняет форму. Лотки с полуфабрикатами затем помещают в пакет из полимерной пленки или заворачивают в полимерную пленку. На пакеты и пленку можно нанести цветную типографскую печать.
Часто рубленые полуфабрикаты, упакованные в пленку или лотки, помешают в прямоугольные картонные коробки, которые удобнее укладывать в ящики, т. е. транспортную тару. За счет более плотной укладки они занимают меньше места на единицу объема холодильника. Кроме того, во время перевозок и погрузочных работ в торговой сети упаковочная пленка часто повреждается, и покупатель отказывается брать такой товар. В картонной коробке полимерная упаковка не повреждается, но потребитель не видит товара и поэтому охотнее покупает полуфабрикаты в прозрачной упаковке. Хотя продукцию известных производителей лучше покупают, если она упакована в картонные коробки.
Как уже отмечалось, фасование рубленых полуфабрикатов в лотки и пакеты выполняют вручную. Некоторые решения и приемы позволяют увеличить производительность труда на операциях фасования. В частности, при большом объеме производства целесообразно устанавливать систему конвейеров, по которым полуфабрикаты доставляются от места разделки и формования к участку упаковывания. При большом количестве полуфабрикаты одного наименования могут доставляться отдельным конвейером к месту упаковывания. В этом случае число конвейерных линий равно числу ассортиментных наименований полуфабрикатов, не считая общего и связующего конвейеров.
Простой вариант организации фасования рубленых полуфабрикатов показан на рис. 12. Тушки птицы, поступающие по конвейеру /, сбрасываются на распределительный конвейер 2, откуда переходят на конвейер 3. С него тушки берут рабочие, разделывают, укладывают на подложки и передают на конвейер 4. Благодаря организации поточной схемы производительность труда заметно возрастает.
При малых объемах производства рубленых полуфабрикатов поточность в организации рабочих мест разделки, фасования и упаковывания также имеет существенное значение.
При выборе оборудования для упаковывания полуфабрикатов следует исходить из требуемой производительности и способа упаковывания (под вакуумом, термоупаковка, в пакеты с последующим запечатыванием их термосвариванием или липкой лентой).
Запечатывать пакеты металлическими клипсами не рекомендуется из-за частого разрыва пленки во время наложения клипсы или при последующей транспортировке полуфабрикатов.
При больших объемах производства обычно выбирают машины непрерывного действия, устроенные по бесконтактному способу упаковывания (рис. 5.1). В машине для упаковывания полуфабрикатов в термоусадочные пленки вакуумную камеру заменяют термоусадочным туннелем. Подложку с полуфабрикатами укладывают на нижнюю пленку между ограничителями конвейера, который движется синхронно с нижней пленкой. Расстояние между двумя ограничителями определяет длину пакета. Сверху продукт накрывается другой пленкой. Продольные швы образуются непрерывно с помощью нагревательных элементов, к которым пленки прижимаются фторопластовыми роликами.
Охлаждение Усадка Поперечная, продольнаяПодачаупаковки Сваркаиотрезание упаковочного материала
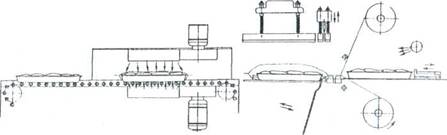
Рис. 5.1. Схема машины для упаковывания продуктов бесконтактным способом
Протяжка пленок осуществляется механизмом поперечной сварки, состоящим из двух конвейеров: верхнего и нижнего. На верхнем - укреплены подушки из силиконовой резины, на нижнем—два нагревательных элемента, между которыми установлен нож для отрезания пакетов. Пленки с вложенным продуктом и проваренными продольными швами зажимаются между верхними подушками и нижними нагревателями, перемещаются механизмом поперечной сварки. Одновременно происходит образование поперечного шва упаковки термоимпульсной сваркой. Затем пакет отрезается ножом, который выдвигается из паза при движении по неподвижному копиру. Режимы сварки продольного шва и термоимпульсной сварки поперечного шва можно изменять при помощи регуляторов напряжения и электронных реле времени. Напряжение сварки обоих видов шва контролируется вольтметром.
Упаковывание на машинах беспакетным способом характеризуется высокой производительностью труда. Все операции, от укладки подложек на конвейер и до выпуска упакованного продукта, выполняются автоматически. На отдельных машинах производятся автоматическое взвешивание, печать чека и наклейка его на упаковку. Производительность машины от 1000 упаковок в час, соответственно и стоимость такого оборудования высокая.
На отечественном рынке можно приобрести машины непрерывного действия с беспакетным способом упаковывания только зарубежного производства. Оборудование периодического действия производительностью до 300 упаковок в час с беспакетным и пакетным способами упаковывания отечественного и зарубежного производства можно свободно приобрести. Для полуфабрикатов можно применять, например, линии с термотуннелями для блочного упаковывания в термоусадочную пленку, упаковочные полуавтоматы и термотуннели, вакуум-упаковочные машины.
Конечно, для операции упаковывания полуфабрикатов под вакуумом или в термоусадочную пленку даже на малом производстве необходимы существенные инвестиции. Можно выпускать полуфабрикаты на подложках с запечатыванием в пакеты из пленки термосвариванием или липкой лентой (так, кстати, делают на большинстве малых предприятий) и обойтись без инвестиций. Однако в условиях современного рынка внешний вид упаковки имеет большое значение, и пренебрегать этим не следует. Затраты на более прогрессивную упаковку вполне себя оправдывают, хотя для такой упаковки необходима специальная термоусадочная или самоклеящаяся термоусадочная пленка. На малых предприятиях успешно применяют машины для заворачивания продуктов в термоусадочную пленку на нагреваемой плоскости (так называемый «горячий стол»).
Из вакуум-упаковочных машин чаще применяют двухкамерные: пока в одной камере происходит вакуумирование, другую готовят к работе.
Литература