Реферат: Сборка и контроль качества объективов со свинчивающимися оправами и двухлинзовых крупногабаритных объективов
проверяют в собранном узле качество чистоты оптических деталей и их центричность.
На этом процесс сборки заканчивается. Такой метод сборки при соблюдении аккуратности позволяет собрат узел хорошего качества.
Проверку производят по изображению миры и дифракционной точки, рассматривая их в центре и по полю объектива. При этом выявляют пережатие линз зажимными кольцами, проверяют центрировку объектива и при необходимости исправляют аберрации изменением воздушных промежутков (за счет толщины колец).
У признанного годным после предварительной проверки объектива стопорят зажимные кольца, а объектив направляют в лабораторию для определения оптических характеристик (разрешающей силы, фокусного и рабочего расстояний, светопропускания, светорассеяния и дисторсии).
После определения оптических характеристик оправы стопорят в корпусе, и объектив предъявляют ОТ К цеха для окончательной приемки.
Особенности сборки объективов других типов
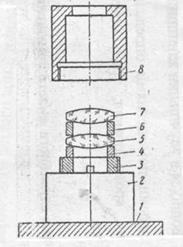
Сборка двухлинзовых крупногабаритных объективов. Процесс обработки деталей под линзы и сборки двухлинзового объектива не отличается от процесса сборки аэрофотообъектива, описанного выше, если линзы объектива склеены. Однако часто астрономические и коллиматорные объективы собирают с небольшим воздушным зазором между линзами (толщина промежутка 0,03— 0,1 мм). Чтобы получить такой воздушный промежуток, применяют тонкие кольца из фольги, изготовленные травлением по фотоизображению, или приклеивают к одной из линз три прокладки из фольги, располагая их через 30° по краю линзы.
Прокладки приклеивают к линзе через специальный шаблон, выполненный по размеру линзы и имеющий вырезы через 30°, расположенные па одинаковом расстоянии от центра шаблона.
Отсутствие клиновидности воздушного промежутка проверяют на приборе, предложенном, Д. Д. Максутовым (рис. 5 a).
Контролируемый объектив 1 помещают под экран 3 прибора, освещаемый ртутной лампой 2, и перемещают его на столике прибора так, чтобы изображения перекрестия, нанесенного на экране, от всех поверхностей линз, наблюдаемые через отверстие в экране, были совмещены. При этом в междулинзовом промежутке видна интерференционная картина (кольца Ньютона).
На рис. 5, б показана подобная картина. Как видно из рисунка, центр колец смещен от перекрестия в сторону более толстой прокладки. Ее необходимо переклеить (велик слой клея) или подшабрить. У объектива, воздушный промежуток которого не имеет клиновидности, кольца располагаются концентрично относительно изображения перекрестия экрана.
Для лучшей центрировки объектива его линзы должны быть расположены так, чтобы дефект (косина) одной линзы, вызванный децентрировкой, компенсировал дефект другой линзы.
При контроле линз в оптическом цехе на их цилиндре отмечают толстый край линзы. При сборке линзы вкладывают в оправу так, чтобы их толстые края были развернуты на 90°, как показано на рис. 5, в.
Особенности сборки микрообъективов. Для удобства эксплуатации микрообъективы большинства микроскопов устанавливают в револьверные головки микроскопов. В связи с этим к микрообъективам предъявляют специфические требования.
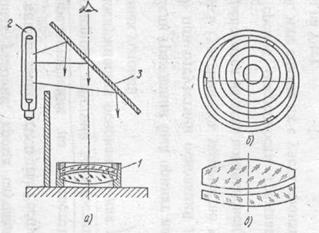
Рис.5. Прибор для контроля сборки двухлинзовых объективов.
1. Объективы должны быть отцентрированы в гнездах револьверной головки, т.е. при смене объектива изображение предмета не должно смещаться более чем на ⅓ поля зрения окуляра.
2. Рабочее расстояние объективов должно быть строго выдержано, так как при смене объектива расфокусировка предмета за окуляром микроскопа должна быть малой.
Если принять допустимую расфокусировку перед окуляром равной 10 мм/то допуск на рабочее расстояние в мм.
 ,
,
где ![]() — линейное увеличение микрообъектива.
— линейное увеличение микрообъектива.
Для ![]()
![]() = 0.1 мм, а для
= 0.1 мм, а для ![]()
![]() мм.
мм.
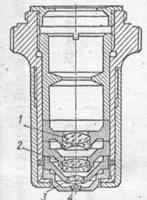
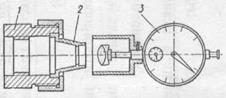
Рис. 6. Микрообъектив 90x1.25 Рис.7. Схема расточки оправы
линзы микрообъектива.
3. Иммерсионные микрообъективы должны иметь герметичное соединение фронтальной линзы с оправой.
Сборку микрообъективов ведут в следующем порядке:
центрирование и завальцовка линз в оправах;