Реферат: Сборка и контроль качества объективов со свинчивающимися оправами и двухлинзовых крупногабаритных объективов
чистка оптики;
сборка и юстировка объектива.
На рис. 6 изображен микрообъектив, который собирают в указанном выше порядке.
Центрирование и завальцовку линз в оправах ведут упрощенным способом. На сборку подают оправы линз, окончательно обработанные по наружному диаметру, имеющие припуск для обработки отверстия под линзу. На специальном токарном станке, имеющем точный шпиндель (без радиального и осевого биений), устанавливают патрон, который растачивают «по месту». Оправу 2 линзы закрепляют в патроне 1 (рис. 7) -на точно изготовленных поверхностях и прижимают гайкой.
При сборке склеенных линз (линзы 1 и 2, см. рис. 6) растачивают оправу под линзу по диаметру флинтовой линзы с возможно меньшим зазором. Расточку ведут на глубину, обеспечивающую получение необходимого воздушного зазора менаду линзами.
Глубину расточки измеряют индикаторным глубиномером 3, на измерительный стержень которого наклеена технологическая линза (рис. щ, подобная той, под которую ведут расточку оправы.
Затем на посадочное место линзы наносят тонкий слой пихтового бальзама, подогревают стенки оправы, чтобы бальзам расплавился и вставляют линзу в оправу. Бамбуковой палочкой нажимают на линзу и центрируют наружную поверхность линзы относительно оси шпинделя, пока бальзам не затвердел. Внутренняя поверхность линзы самоцентрируется, так как опирается на расточенный без биения посадочный буртик оправы.
Центрирование проверяют по биению изображения электролампочки, отраженного от поверхности линзы и наблюдаемого через лупу (6—![]() ) при вращении шпинделя. Если биение отсутствует, то линза отцентрирована правильно. Бальзам в оправе затвердевает. Буртик оправы для завальцовки подрезают до необходимой длины и осторожно завальцовывают линзу. При этом смещению линзы препятствует затвердевший вокруг линзы бальзам. Место завальцовки лакируют фасочной эмалью.
) при вращении шпинделя. Если биение отсутствует, то линза отцентрирована правильно. Бальзам в оправе затвердевает. Буртик оправы для завальцовки подрезают до необходимой длины и осторожно завальцовывают линзу. При этом смещению линзы препятствует затвердевший вокруг линзы бальзам. Место завальцовки лакируют фасочной эмалью.
Фронтальную и менисковую линзы (линзы 3 и 4, см. рис. 6) завальцовывают и центрируют таким же образом, но вклеивают их в оправу шеллачным клеем, обеспечивающим герметичность иммерсионного объектива. Оправы перед расточкой под линзы подвергают оксидированию, а наружную часть оправы фронтальной линзы полируют и никелируют.
Линзы объектива подбирают по воздушным промежуткам, измеряя расстояния от торцов оправы до линзы глубиномером. При этом обеспечиваются необходимые размеры воздушных промежутков. При невозможности подбора линз между оправами устанавливают промежуточные кольца из фольги или подрезают торец одной из оправ.
Чистку линз объектива ведут в завальцованном виде, очищая оправу и линзу от остатков бальзама и шеллака спиртом, а затем окончательно очищая линзу от пыли.
После чистки оправы собирают в корпус объектива, закрепляют их резьбовым зажимным кольцом и отправляют объектив на юстировку.
![]() Методы контроля и юстировки объективов. Контрольно-юстировочные приборы
Методы контроля и юстировки объективов. Контрольно-юстировочные приборы
Контроль качества и юстировка объективов телескопических систем.
Качество объектива телескопической системы определяется пределом разрешения и качеством изображения точечного источника света. Пределом разрешения объектива называют наименьшее угловое расстояние между точками или линиями, которые объектив воспроизводит раздельно. Объективы телескопических систем имеют малое угловое поле зрения, поэтому качество изображения таких приборов контролируют в центре поля объектива. Короткофокусные объективы проверяют на оптической скамье, схема которой приведена на рис. 8. Контролируемый объектив 3 устанавливают в держатель, опорная плоскость которого перпендикулярна оси коллиматора 2, а посадочный диаметр соосен с оптической осью коллиматора. Диаметр линз коллиматорного объектива не должен быть меньше диаметра зрачка входа проверяемого объектива, а фокусное расстояние коллиматора в 2—3 раза должно превышать фокусное расстояние испытуемого объектива.
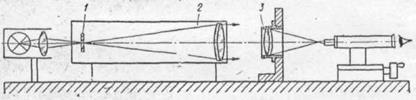
Рис.8. Схема оптической скамьи для контроля объективов телескопических приборов.
Предел разрешения объектива определяют по изображению штриховой миры 1.образованному контролируемым объективом и наблюдаемому в микроскоп 4.
Теоретический угловой предел разрешения объектива в радианах, определяемый дифракцией света, вычисляют по формуле
![]()
где ![]() — длина волны света в мм;
— длина волны света в мм;
D — диаметр зрачка входа объектива в мм.
При наблюдении в зеленом свете (а = 0,56 нм) предел разрешения в угловых секундах
![]()
Вследствие остаточных аберраций и дефектов изготовления и сборки реальный предел разрешения объективов составляет ![]() , где предел
, где предел ![]() вычислен по формуле
вычислен по формуле ![]() .
.
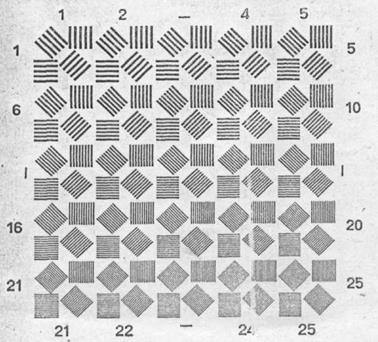
Рис.9. Штриховая мира.
Для определения предела разрешения объектива в фокальную плоскость коллиматора устанавливают штриховую таблицу-миру (рис. 9) состоящую из черно-белых штрихов, нанесенных фотопутем ![]() па стеклянной пластинке. Ширина штриха зависит от размера миры.
па стеклянной пластинке. Ширина штриха зависит от размера миры.
В качестве примера подберем миру для коллиматора с фокусным расстоянием ![]() = 2500 мм для испытания объектива гониометра со световым диаметром D = 50 мм и фокусным расстоянием
= 2500 мм для испытания объектива гониометра со световым диаметром D = 50 мм и фокусным расстоянием ![]() = 400 мм.
= 400 мм.