Реферат: Сборка и контроль направляющих
В тех случаях, когда величина непрямолинейности выходит за пределы допускаемой, пригоняют трущиеся поверхности сопрягаемых деталей 1 и 2 путем шабрения и притирки.
Сборка узлов с винтовыми механизмами движения
Винтовые механизмы движения, представляющие собой взаимно перемещающиеся по резьбе винты и гайки, служат для преобразования вращательного движения в поступательное. Примерами винтовых механизмов движения являются винтовые пары подъемных домкратов, столов, которые служат для установки изделий при их сборке, контроле и юстировке на нужную высоту; винтовые пары микрометров, микроузла микроскопов, винтовых окулярных микрометров.
В оптико-механических приборах используют винтовые пары с метрической и трапецеидальной стандартными резьбами. Метрическую резьбу применяют для пар, несущих малые нагрузки, а также, если требуется малый шаг резьбы. Трапецеидальный профиль резьбы выбирают для винтовых пар, несущих большие нагрузки, с большим шагом перемещения. Кроме того, трапецеидальный профиль резьбы обеспечивает большую точность перемещения и создает меньшее трение в резьбе за счет меньшего угла профиля резьбы (30°).
К винтовым механизмам движения предъявляют следующие основные требования: 1) высокая точность осевого перемещения; 2) точное направление перемещения винта или гайки; 3) долговечность работы винтовой пары.
Первое и второе требования обеспечиваются применением метрических резьб при малом шаге (до 1 мм) и трапецеидальных - при шаге больше 1 мм, качественной нарезкой профиля и шага резьбы на всей длине перемещения, а также последующей качественной сборкой винтовой пары с применением притирки.
Третье требование обеспечивается путем применения материалов в благоприятном сочетании: винт из закаленной или незакаленной стали, гайки - из бронзы, латуни или полиэтилена, а также за счет использования разрезных гаек, которые позволяют регулировать величину зазора и мертвого хода резьбы, а также компенсировать износ элементов резьбы при эксплуатации изделия путем стягивания гайки кольцом с конической резьбой. Кроме того, долговечность обеспечивается своевременной смазкой трущихся поверхностей винтовой пары.
Технологический процесс сборки винтовых механизмов движения рассмотрим на примере сборки микрометрического винтового механизма инструментального микроскопа малой модели.
Сборку ведут в следующей последовательности (рис. 7).
1. Запрессовывают шарик / в отверстие микровинта 2.
2. Напрессовывают втулку 4 со шкалой на наружную цилиндрическую поверхность микрогайки 3.
3. Навинчивают микрогайку 3 на микровинт 2 и выполняют их совместную притирку пастой ГОИ, выдерживая нужный зазор в резьбе гайкой 8 путем навинчивания ее на коническую разрезную часть микрогайки 3. При этом
резьбовая часть микрогайки способна сжиматься, так как она имеет несколько прорезей.
4. Промывают винтовую пару в бензине и проводят повторную сборку на смазке, добиваясь плавности хода без перевалов, люфтов и мертвого хода.
5. Барабан 6 укрепляют на гильзе 5 при помощи резьбового кольца 7.
6. Надевают собранный барабан 6 с гильзой-5 на микровинт 2.
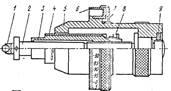
Рис.7. Микрометрический винтовой механизм.
7. После этого закрепляют гильзу 5 на микровинте 2 резьбовым кольцом 9, совместив нулевой штрих барабана 6 с продольным штрихом шкалы втулки 4. При этом отсчетный торец гильзы 5 должен совпадать с одним из штрихов шкалы втулки 4 (достигается разворотом по резьбе микровинта 2).
8. Проверяют точность отсчета винтового механизма. Для этого устанавливают собранный микрометрический механизм на микроскопе и по образцовой шкале определяют величину погрешности следующим образом.
Во-первых, устанавливают образцовую шкалу 1 (рис. 8) с ценой деления 0,1 мм на стекле 4 стола контрольного микроскопа параллельно ходу салазок стола. При этом горизонтальный штрих 3 сетки окуляра микроскопа должен быть параллелен продольной риске образцовой шкалы, а перекрестие сетки микроскопа не должно смещаться с продольной риски образцовой шкалы 2 на всем пути перемещения стола с образцовой шкалой.
Во-вторых, перемещая стол микроскопа вращением барабана 5 проверяемого винтового механизма, последовательно совмещают деления образцовой шкалы 1 с вертикальным штрихом окуляра микроскопа для каждого деления барабана 5, следующего через 0,1 мм в пределах одного оборота барабана, и далее через 1 мм. Показания шкалы отсчетного барабана 5 должны совпадать с величиной перемещения образцовой шкалы. Например, после наведения на нулевой штрих образцовой шкалы стол; переместили до 25-миллиметрового штриха образцовой шкалы. На шкале отсчетного барабана также должна быть цифра 25. В противном случае разность этих двух отсчетов будет составлять величину погрешности винтовой пары. Допускаемая погрешность - не более 0,003 мм, т. е. одна треть интервала деления барабана 5.
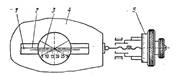
Рис.8. Схема проверки микрометрического винтового механизма микроскопа.
Литература
1. Справочник технолога-оптика под редакцией М.А. Окатова, Политехника Санкт-Петербург, 2004. - 679 с.
2. Запрягаева Л.А., Свешникова И.С. Расчет и оптических систем. М. Логос, 2000. - 581 с.
3. Апенко М.И., Запрягаева Л.А., Свешникова И.С. Задачник по прикладной оптике, Высшая школа, 2003. - 591 с.
4. Прикладная оптика под редакцией Дубовика А.С Машиностроение, 1992. - 470 с.