Реферат: Сборка полупроводниковых приборов и интегральных микросхем
В результате этого уменьшается прочность сплавного соединения, увеличиваются электрическое и тепловое сопротивления контакта и снижается надежность полученной арматуры.
Существенное влияние на процесс эвтектического сплавления оказывает состояние поверхностей исходных соединяемых элементов. Наличие загрязнений на этих поверхностях приводит к ухудшению смачивания контактирующих поверхностей жидкой фазой и неравномерному растворению.
Приклеиваниеэто процесс соединения элементов друг с другом, основанный на клеящих свойствах некоторых материалов, которые позволяют получать механически прочные соединения между полупроводниковыми кристаллами и основаниями корпусов (металлическими, стеклянными или керамическими). Прочность склеивания определяется силой сцепления между клеем и склеиваемыми поверхностями элементов.
Склеивание различных элементов интегральных схем дает возможность соединять самые разнообразные материалы в различных сочетаниях, упрощать конструкцию узла, уменьшать его массу, снижать расход дорогостоящих материалов, не применять припоев и эвтектических сплавов, значительно упрощать технологические процессы сборки самых сложных полупроводниковых приборов и ИМС.
В результате приклеивания можно получать арматуры и сложные композиции с электроизоляционными, оптическими и токопроводящими свойствами. Присоединение кристаллов к основанию корпуса с помощью процесса приклеивания незаменимо при сборке и монтаже элементов гибридных, монолитных и оптоэлектронных схем.
При приклеивании кристаллов на основания корпусов применяют различные типы клеев: изоляционные, токопроводящие, светопроводящие и теплопроводящие. По активности взаимодействия между клеем и склеиваемыми поверхностями различают полярные (на основе эпоксидных смол) и неполярные (на основе полиэтилена).
Качество процесса приклеивания в значительной степени зависит не только от свойств клея, но и от состояния поверхностей склеиваемых элементов. Для получения прочного соединения необходимо тщательно обработать и очистить склеиваемые поверхности. Важную роль в процессе склеивания играет температура. Так, при склеивании элементов конструкций, которые не подвергаются в последующих технологических операциях воздействию высоких температур, можно использовать клеи холодного отверждения на эпоксидной основе. Для приклеивания кремниевых кристаллов к металлическим или керамическим основаниям корпусов обычно используют клей ВК-2, представляющий собой раствор кремнийорганической смолы в органическом растворителе с мелкодиспергированным асбестом в качестве активного наполнителя или ВК32200, в котором в качестве наполнителя используют стекло или кварц.
Технологический процесс приклеивания полупроводниковых кристаллов проводят в специальных сборочных кассетах, обеспечивающих нужную ориентацию кристалла на основании корпуса и необходимое прижатие его к основанию. Собранные кассеты в зависимости от используемого клеящего материала подвергают определенной термической обработке или выдерживают при комнатной температуре.
Особые группы составляют электропроводящие и оптические клеи, используемые для склеивания элементов и узлов гибридных и оптоэлектронных ИМС. Токопроводящие клеи представляют собой композиции на основе эпоксидных и кремнийорганических смол с добавлением порошков серебра или никеля. Среди них наиболее широкое распространение получили клеи АС-40В, ЭК-А, ЭК-Б, К-3, ЭВТ и КН-1, представляющие собой пастообразные жидкости с удельным электрическим сопротивлением 0,01 0,001 Ом-см и диапазоном рабочих температур от 60 до +150°С. К оптическим клеям предъявляют дополнительные требования по значению коэффициентов преломления и светопропускания. Наиболее широкое распространение получили оптические клеи ОК.-72 Ф, ОП-429, ОП-430, ОП-ЗМ.
Присоединение выводов
В современных полупроводниковых приборах и интегральных микросхемах, у которых размер контактных площадок составляет несколько десятков микрометров, процесс присоединения выводов является одним из самых трудоемких технологических операций.
В настоящее время для присоединения выводов к контактным площадкам интегральных схем используют три разновидности сварки: термокомпрессионную, электроконтактную и ультразвуковую.
Термокомпрессионная сварка позволяет присоединять электрические выводы толщиной несколько десятков микрометров к омическим контактам кристаллов диаметром не менее 2050 мкм, причем электрический вывод можно присоединить непосредственно к поверхности полупроводника без промежуточного металлического покрытия следующим образом. Тонкую золотую или алюминиевую проволоку прикладывают к кристаллу и прижимают нагретым стержнем. После небольшой выдержки проволока оказывается плотно сцепленной с поверхностью кристалла. Сцепление происходит вследствие того, что даже при небольших удельных давлениях, действующих на кристалл полупроводника и не вызывающих его разрушения, локальное давление в микровыступах на поверхности может быть весьма большим. Это приводит к пластической деформации выступов, чему способствует подогрев до температуры ниже эвтектической для данного металла и полупроводника, что не вызывает каких-либо изменений в структуре кристалла. Происходящая деформация (затекание) микровыступов и микровпадин обусловливает прочную адгезию и надежный контакт, вследствие ван-дер-ваальсовых сил сцепления, а с повышением температуры между соединяемыми материалами более вероятна химическая связь. Термокомпрессионная сварка имеет следующие преимущества:
-
соединение деталей происходит без расплавления свариваемых материалов;
-
удельное давление, прикладываемое к кристаллу, не приводит к механическим повреждениям полупроводникового материала;
-
соединения получают без загрязнений, так как не используют припои и флюсы.
К недостаткам следует отнести малую производительность процесса.
Термокомпрессионную сварку можно осуществлять путем соединений внахлест и встык. При сварке внахлест электрический проволочный вывод, как отмечалось, накладывают на контактную площадку кристалла полупроводника и прижимают к нему специальным инструментом до возникновения деформации вывода. Ось проволочного вывода при сварке располагают параллельно плоскости контактной площадки. При сварке встык проволочный вывод приваривают торцом к контактной площадке. Ось проволочного вывода в месте присоединения перпендикулярна плоскости контактной площадки.
Сварка внахлест обеспечивает прочное соединение кристалла полупроводника с проволочными выводами из золота, алюминия, серебра и других пластичных металлов, а сварка встыктолько с выводами из золота. Толщина проволочных выводов может составлять 15-100 мкм.
Присоединять выводы можно как к чистым кристаллам полупроводника, так и к контактным площадкам, покрытым слоем напылённого золота или алюминия. При использовании чистых поверхностей кристалла увеличивается переходное сопротивление контакта и ухудшаются электрические параметры приборов.
Элементы, подлежащие термокомпрессионной сварке, проходят определенную технологическую обработку. Поверхность кристалла полупроводника, покрытую слоем золота или алюминия, обезжиривают.
Золотую проволоку отжигают при 300600°С в течение 520 мин в зависимости от способа соединения деталей. Алюминиевую проволоку протравливают в насыщенном растворе едкого натра при 80°С в течение 12 мин, промывают в дистиллированной воде, и сушат.
Основными параметрами режима термокомпрессионной сварки являются удельное давление, температура нагрева и время сварки, Удельное давление выбирают в зависимости от допустимого напряжения сжатия кристалла полупроводника и допустимой деформации материала привариваемого вывода. Время сварки выбирают экспериментальным путем.
Относительная деформация при термокомпрессионной сварке
![]() ,
,
где dдиаметр проволоки, мкм; bширина соединения, мкм.
Давление на инструмент определяют, исходя из распределения напряжений на стадии завершения деформации:
![]() ,
,
г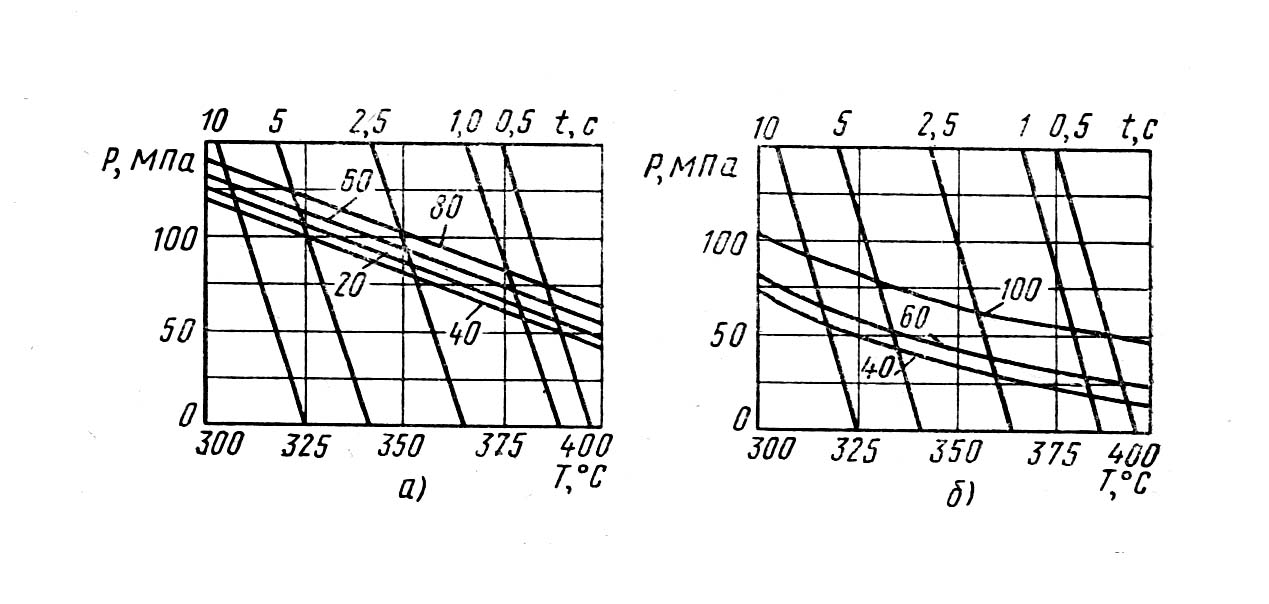
де Aкоэффициент, характеризующий изменение напряжений в процессе деформации проволоки; fприведенный коэффициент трения, характеризующий трение между инструментом, проволокой и подложкой; ![]() относительная деформация;
относительная деформация; ![]() предел текучести материала проволоки при температуре деформации; d диаметр проволоки; Dдиаметр прижимного инструмента, равный обычно (2ч3)d.
предел текучести материала проволоки при температуре деформации; d диаметр проволоки; Dдиаметр прижимного инструмента, равный обычно (2ч3)d.
Рис. 2. Номограмма для выбора режимов термокомпрессионной сварки: