Реферат: Сборка полупроводниковых приборов и интегральных микросхем
На рис. 2 приведены номограммы режимов термокомпрессионной сварки золотой (а) и алюминиевой (б) проволоки с алюминиевыми контактными площадками. Эти номограммы дают возможность оптимального выбора соотношения между давлением, температурой и временем.
Термокомпрессионная сварка имеет довольно много разновидностей, которые можно классифицировать по способу нагрева, по способу присоединения, по форме инструмента. По способу нагрева различают термокомпрессионную сварку с раздельным нагревом иглы, кристалла или пуансона, а также с одновременным нагревом двух из этих элементов. По способу присоединения термокомпрессионная сварка может быть встык и внахлест. По форме инструмента различают «птичий клюв», «клин», «капилляр» и «иглу» (рис. 14.3).
При сварке инструментом «птичий клюв» одно и то же устройство подает проволоку, присоединяет ее к контактным площадкам интегральной схемы и автоматически обрывает, не выпуская ее из «клюва». Инструмент в виде «клина» прижимает конец проволоки к подложке, при этом вдавливается не вся проволока, а только центральная ее часть. При сварке с помощью «капиллярного инструмента» проволока проходит через него. Капиллярный наконечник одновременно служит инструментом, передающим давление на проволоку. При сварке «иглой» конец проволочного вывода подводят в зону сварки специальным механизмом и накладывают на контактную площадку, а затем прижимают ее иглой с определенным усилием.
Р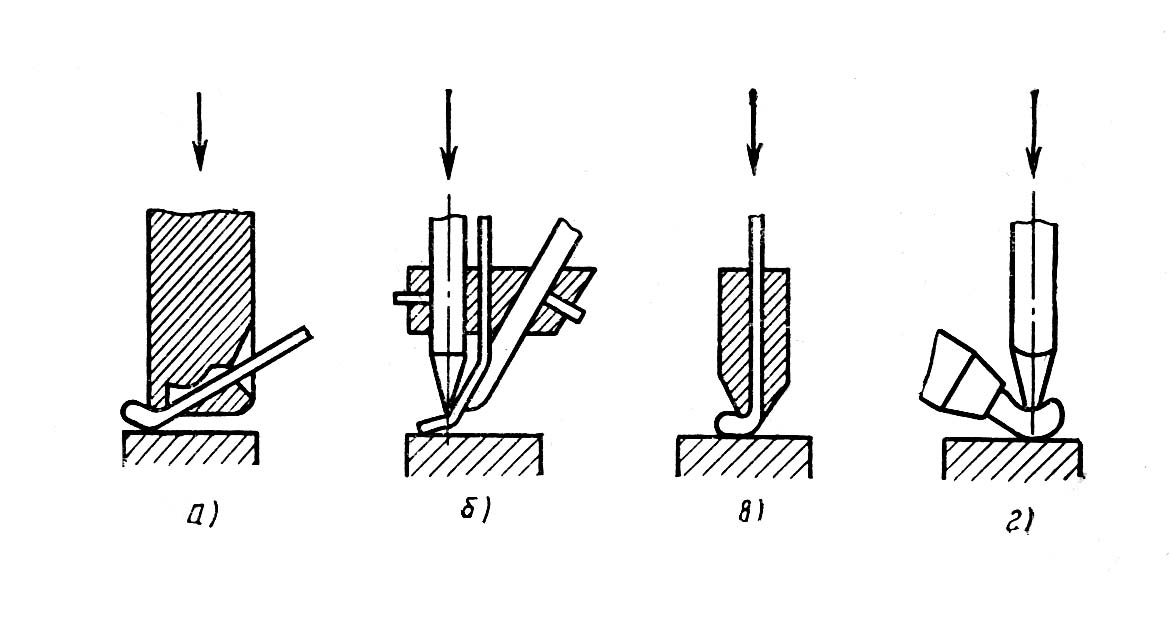
ис. 3. Типы инструментов для проведения термокомпрессионной сварки:
а «птичий клюв»; б «клин»; в «капилляр»; г «игла»
Для осуществления процесса термокомпрессионной сварки используются различные установки, основными узлами которых являются: рабочий столик с нагревательной колонкой или без нее, механизм создания давления на присоединяемый вывод, рабочий инструмент, механизм подачи и обрыва проволоки для выводов, механизм подачи кристаллов или деталей с присоединенным к ним кристаллом; механизм совмещения соединяемых элементов, оптическая система визуального наблюдения процесса сварки, блоки питания и управления. Все перечисленные узлы могут иметь различное конструктивное исполнение, однако принцип их устройства и характер выполняемой работы одинаков.
Так, рабочий столик всех установок служит для закрепления кристалла или корпуса интегральной схемы в определенном положении. Обычно рабочий столик термокомпрессионных установок является сменным, что позволяет закреплять кристаллы различных размеров и геометрических форм. Нагревательная колонка служит для нагрева кристаллов или корпусов до требуемой температуры и позволяет регулировать ее в пределах 50500°С с точностью регулировки +5°С. Механизм создания давления предназначен для прижатия вывода к контактной площадке кристалла и обеспечивает регулирование усилия от 0,01 до 5 Н с точностью ±5%. Рабочий инструмент является одним из основных узлов термокомпрессионной установки. Его изготовляют из твердых сплавов типа ВК-6М, ВК-15 (для инструментов «птичий клюв» и «капилляр»)
или из синтетического корунда (для «клина» и «иглы»). Конструкция механизма подачи и отрыва проволоки зависит от типа установки и формы рабочего инструмента. Наиболее широко распространены два способа отрыва; рычажный и электромагнитный. Процесс отрыва проволочного вывода после изготовления термокомпрессионного соединения на кристалле интегральной схемы без нарушения его прочности во многом зависит от конструктивных особенностей механизма. Механизм подачи кристаллов или деталей к месту сварки представляет собой обыкновенные зажимы или сложные кассеты, смонтированные на рабочем столике установки. Наибольшая производительность достигается при использовании кассет с металлической лентой, на которой корпуса или кристаллы предварительно ориентируются в заданной плоскости и в определенном положении. Механизм совмещения обычно включает в себя манипуляторы, которые позволяют перемещать кристалл до его совмещения с соединяемыми элементами. Обычно используют манипуляторы двух видов: рычажные и пантографные. Оптическая система визуального наблюдения состоит из бинокулярного микроскопа или увеличительного экрана-проектора. В зависимости от размеров присоединяемых элементов выбирают увеличение оптической системы от 10 до 100 крат.
Электроконтактная сварка применяется для присоединения металлических выводов к контактным площадкам кристаллов полупроводниковых приборов и интегральных микросхем. Физическая сущность процесса электроконтактной сварки заключается в нагреве соединяемых элементов в локальных участках приложения электродов. Разогрев локальных областей соединяемых элементов происходит за счет возникающего в местах контакта материала с электродами максимального электрического сопротивления при прохождении через электроды электрического тока. Основными параметрами процесса электроконтактной сварки являются значение сварочного тока, скорость нарастания тока, время воздействия тока на соединяемые элементы и сила прижатия электродов к соединяемым деталям.
В настоящее время для присоединения выводов к контактным площадкам кристаллов интегральных схем используются два способа электроконтактной сварки: с односторонним расположением двух электродов и с односторонним расположением одного сдвоенного электрода. Второй способ отличается от первого тем, что рабочие электроды выполнены в виде двух токонесущих элементов, разделенных между собой изоляционной прокладкой. В момент прижатия такого электрода к проволочному выводу и пропускания через образовавшуюся систему электродного тока происходит выделение большого количества теплоты в месте контакта. Внешнее давление в сочетании с разогревом деталей до температуры пластичности или расплавления приводит к прочному их соединению.
Технологическое оборудование для присоединения выводов методом электроконтакной сварки включает в себя следующие основные узлы: рабочий столик, механизм создания давления на электрод, механизм подачи и отрезки проволоки, рабочий инструмент, механизм подачи кристаллов или корпусов с кристаллами, механизм совмещения соединяемых элементов, оптическую систему визуального наблюдения процесса сварки, блоки питания и управления. Рабочий столик служит для расположения на нем кристаллов или корпусов с кристаллами. Механизм создания давления на электрод позволяет прикладывать усилия 0,10,5 Н. Принцип действия механизма подачи и отрезки проволоки основан на движении проволоки через капиллярное отверстие и отрезании ее рычажным ножом. Форма и материал рабочего инструмента оказывают большое влияние на качество и производительность процесса электроконтактной сварки. Обычно рабочая часть наконечников электродов имеет форму усеченной пирамиды и изготовляется из высокопрочного материала на основе карбида вольфрама марки ВК-8. Механизм подачи кристаллов включает в себя набор кассет, а механизм совмещениясистему манипуляторов, которые позволяют располагать кристалл в нужном положении. Оптическая визуальная система наблюдения состоит из микроскопа или проектора. Блок питания и управления позволяет задавать рабочий режим сварки и производить его перестройку и регулировку при смене типа кристалла и материала вывода.
Ультразвуковая сварка, применяемая для присоединения выводов к контактным площадкам полупроводниковых приборов и интегральных схем, имеет следующие преимущества: отсутствие нагрева соединяемых элементов, малое время сварки, возможность сварки разнородных и трудносвариваемых материалов. Отсутствие нагрева позволяет получать соединения без плавления свариваемых деталей. Малое время сварки дает возможность повысить производительность процесса сборки.
Механизм образования соединения между выводом и контактной площадкой при ультразвуковой сварке определяется пластической деформацией, удалением загрязнения, самодиффузией и силами поверхностного натяжения. Процесс ультразвуковой сварки характеризуется тремя основными параметрами: амплитудой и частотой ультразвуковых колебаний, значением приложенного давления и временем проведения процесса сварки. ^Установки для ультразвуковой сварки состоят из следующих основных узлов: рабочего столика, механизма создания давления, механизма подачи Н отрезки проволоки, ультразвукового сварочного устройства и оптической системы.
Герметизация кристалла
После того как полупроводниковый кристалл ориентирован и закреплен на основании корпуса и к его контактным площадкам присоединены выводы, его необходимо защитить от влияния окружающей среды, т. е. создать вокруг него герметичную и механически прочную оболочку. Такая оболочка может быть создана либо присоединением к основанию корпуса специальной крышки (баллона), которая накрывает полупроводниковый кристалл и изолирует его от внешней среды, либо обволакиванием основания корпуса с расположенным на нем полупроводниковым кристаллом пластмассой, которая также отделяет кристалл от внешней среды.
Для герметичного соединения основания корпуса с крышкой или баллоном (дискретный вариант полупроводниковых приборов) широко используют пайку, электроконтактную и холодную сварку, а для герметизации кристалла на держателезаливку, обволакивание и опрессовку пластмассой. )
Пайка. Пайку применяют для герметизации как дискретных приборов, так и ИМС. Наибольшее практическое использование этот процесс нашел при сборке и герметизации корпусов диодов и транзисторов. Элементы конструкции корпусов включают в себя отдельные узлы и блоки, полученные на основании процессов пайки: металла с металлом, металла с керамикой и металла со стеклом. Рассмотрим эти виды пайки.
Пайка металла с металлом уже рассматривалась в §2. Поэтому здесь остановимся лишь на технологических особенностях, которые связаны с получением герметичных паяных соединений.
Основными элементами паяного соединения при герметизации интегральных схем являются основание корпуса и крышка. Процесс соединения основания корпуса с крышкой может проводиться либо с использованием прослойки припоя, которая располагается между основанием корпуса и крышкой в виде кольца, либо без прослойки припоя. Во втором случае края основания корпуса и крышки предварительно облуживают припоем.
При герметизации диодов, транзисторов и тиристоров в зависимости от конструкции корпуса могут иметь место несколько паяных соединений. Так, пайкой соединяют кристаллодержатель с баллоном и герметизируют верхние выводы корпуса тиристора.
К процессу пайки при герметизации предъявляют требования по чистоте исходных деталей, которые предварительно подвергаются очистке, промывке и сушке. Процесс пайки проводят в вакууме, инертной или восстановительной среде. При использовании флюсов пайку можно проводить на воздухе. Флюсы в значительной степени улучшают смачивание и растекание припоя по соединяемым поверхностям деталей, а это залог образования герметичного паяного шва. По выполняемой роли флюсы подразделяют на две группы; защитные и активные. Защитные флюсы предохраняют детали от окисления в процессе пайки, а активные способствуют восстановлению оксидов, образовавшихся в процессе пайки. В качестве защитных флюсов наиболее часто используют растворы канифоли. Активными флюсами служат хлористый цинк и хлористый аммоний. Для пайки используют припои ПОС-40 и ПОС-60.
Пайка керамики с металлом. В полупроводниковой технике. как и в электровакуумной, широкое применение находят спаи керамики с металлом, которые обеспечивают более надежную герметизацию .интегральных схем.
Припои, которые используют для пайки металла с металлом, не смачивают поверхность керамических деталей и поэтому не спаиваются с керамическими деталями корпусов интегральных схем.
Для получения паяных соединений керамики с металлом ее предварительно металлизируют. Металлизация проводится с помощью паст, которые наносят на керамическую деталь. Хорошее сцепление металлизационного слоя с поверхностью керамики достигается высокотемпературным вжиганием. При вжигании паст растворитель улетучивается, а металлические частицы прочно соединяются с' поверхностью керамической детали. Толщина воз-жженного слоя металла составляет обычно несколько микрометров. Нанесение и вжигание пасты можно повторять по нескольку раз, при этом толщина слоя увеличивается и качество металлизационного слоя улучшается. Полученную таким образом металлизированную керамику можно паять обычными припоями.
Распространенным способом нанесения металлических покрытий на детали керамических корпусов является спекание слоя металлизационной пасты с керамикой при высокой температуре. В качестве исходных материалов используются порошки молибдена, вольфрама, рения, тантала, железа, никеля, марганца, кобальта, хрома, серебра и меди с размерами зерен в несколько микрометров. Для приготовления паст эти порошки разводят в связующих веществах: ацетоне, амилацетате, метиловом спирте и др.
Пайка металлизированных керамических деталей с металлическими проводится обычным способом.
Пайка стекла с металлом. Стекло ни с одним из чистых металлов не спаивается, так как чистая поверхность металлов не смачивается или плохо смачивается жидким стеклом.
Однако если поверхность металла покрыта слоем оксида, то смачивание улучшается, оксид частично растворяется в стекле и после охлаждения может произойти герметичное соединение. Основная трудность при изготовлении спаев металл стекло состоит в подборе компонентов стекла и металла с достаточно близкими значениями коэффициентов термического расширения во всем диапазоне от температуры плавления стекла до минимальной рабочей температуры полупроводников