Реферат: Способы литья в специальные формы
Содержание:
1. Литьё в оболочковые формы
2. Литьё по выплавляемым моделям
3. Литьё в кокиль
1. Литье в оболочковые формы
Литье в оболочковые формы - это способ получения отливок свободной заливкой расплава в оболочковые формы из термореактивных смесей.
Оболочковые формы отличаются высоким комплексом технологических свойств: достаточной прочностью, газопроницаемостью, податливостью, негигроскопичностью. По сравнению с отливками, полученными в песчаных формах, детали, отлитые в оболочковые формы, имеют в 1,5 раза меньший припуск на механическую обработку.
Оболочковые формы изготавливают из формовочных песчано-смоляных смесей с термопластичными или термореактивными связующими смолами. Если смола в смеси находится в порошкообразном состоянии, то такую формовочную смесь называют неплакированной, а если зерна песка покрыты сплошной тонкой пленкой смолы, то смесь будет плакированной. Формовочная смесь содержит наполнитель - мелкозернистый кварцевый песок - 100%: связующее - пульвербакелит (фенолформальдегидная смола с добавками уротропина) – 6 - 7%; увлажнитель (керосин, глицерин) - 0,2 - 0,5%; растворитель (ацетон, этиловый спирт) - до 1,5%.
Размягчение введенной в смесь смолы происходит при 70 - 80 °С, а при 100 - 120 °С она уже плавится, покрывая поверхность зерен песка тонкой клейкой пленкой. Последующий нагрев смолы до 200 - 250 °С вызывает ее необратимое затвердевание и, как следствие, существенное повышение прочности и жесткости оболочковой формы. Оболочковые формы получают с помощью нагретых металлических моделей, изготавливаемых из серого чугуна, стали и алюминиевых сплавов. Каждая форма состоит из двух соединенных (путем склеивания пульвербакелитом и жидким клеем или с помощью скоб, струбцин) оболочковых полуформ. Толщины оболочек для мелких и среднего размера отливок колеблются соответственно в пределах 8 - 10 и 12 - 15 мм. Технология изготовления оболочек включает в себя следующие операции;
1. Нагрев модельной оснастки до 200 - 250 °С.
2. Нанесение на рабочую поверхность модельной оснастки (пульверизатором) разделительного состава - быстро затвердевающей силиконовой жидкости, образующей при этом разделительную пленку, которая предотвращает прилипание к оснастке формовочной смеси и тем самым упрощает последующее отделение оболочки от модели.
3. Нанесение песчано-смоляной смеси на модельную оснастку одним из следующих способов; путем свободной засыпки поворотного или стационарного бункера, пескодувным методом, путем свободной засыпки с допрессовкой. Указанные способы изготовления оболочковых форм различаются, по существу, лишь приемами нанесения песчано-смоляной смеси на модельную оснастку.
4. Формирование и отверждение оболочки необходимой толщины. Широко применяется насыпной (бункерный) способ формообразования оболочки, основанный на использовании поворотного бункера, для свободной засыпки формовочной смесью модели вместе с модельной плитой (рис. 1.1). Бункер наполняют песчано-смоляной смесью. Нагретая и обработанная разделительным составом модельная плита с моделью закрепляется на приемной рамке поворотного бункера (рис. 1.1, а). Засыпка модели и модельной плиты смесью осуществляется поворотом бункера на 180° (рис. 1.1, б). Для формирования оболочки толщиной 5 - 15 мм плиту выдерживают под смесью в течение 15 - 20 с. При этом смола быстро плавится и затвердевает, образуя полутвердую оболочку. Затем бункер возвращают в исходное положение (рис. 1.1, в). С него снимают модельную плиту с налипшей оболочкой и помещают в печь для доотверждения оболочки (режим окончательного отверждения смолы – 300 - 350 °С, 1 - 3 мин).
5. Съем оболочковой полуформы после ее изготовления с модели осуществляется с помощью толкателей (рис. 1.1, г).
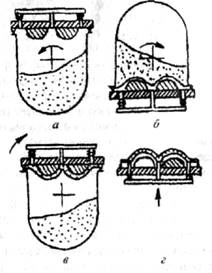
Рис. 1.1. Схема изготовления оболочковой формы с помощью поворотного бункера
Перед заливкой собранные формы с вертикальной плоскостью разъема (а также формы крупных размеров) помещают в контейнеры и засыпают чугунной дробью. Этим предотвращается коробление и разрушение форм при их заливке расплавом. Небольшие формы с горизонтальной плоскостью разъема устанавливают для заливки на слой песка.
Способом литья в оболочковые формы получают отливки массой от 0,2 до 200 кг практически из любых литейных сплавов. Этим способом изготавливают ребристые мотоциклетные цилиндры, коленчатые валы автомобильных двигателей.
Преимущества способа литья в оболочковые формы: возможность получения тонкостенных отливок сложной формы; гладкая и чистая поверхность отливок; небольшой расход смеси; качественная структура металла за счет повышенной газопроницаемости форм; широкая возможность автоматизации; небольшие допуски на обработку резанием. Недостатки: ограниченный размер отливок (до 1500 мм); высокая стоимость смесей; выделение вредных паров и газов из смесей при изготовлении форм.
2. Литье по выплавляемым моделям
Литье по выплавляемым моделям (ЛВМ) - это процесс получения отливок в неразъемных разовых огнеупорных формах, изготавливаемых с помощью моделей из легкоплавящихся, выжигаемых или растворяемых составов. Используют как оболочковые (керамические), так и монолитные (гипсовые) формы. Таким образом, рабочая полость формы образуется выплавлением, растворением или выжиганием модели. Отливки, полученные методом ЛВМ, мало отличаются (по размерам и форме) от готовой детали. Этим способом можно получать сложные тонкостенные детали (например, охлаждаемые лопатки ГТД, художественные и ювелирные изделия). Литье по выплавляемым моделям осуществляют различными способами заливки: свободной, центробежной, под низким давлением, с использованием направленной кристаллизации.
Модельные составы, применяемые при литье по выплавляемым моделям, должны обладать минимальными значениями усадки и коэффициента термического расширения, иметь высокую жидкотекучесть в вязкопластичном состоянии, хорошо смачиваться керамической или гипсовой суспензией, наносимой на модель, но химически с ней не взаимодействовать, обладать температурой размягчения, превышающей 40 °С. В табл. 1 приведена характеристика основных групп модельных составов.
При использовании широко распространенных воскообразных составов модели изготавливаются из расплавов или паст. Наряду с основными компонентами (парафин, стеарин и т. п., см. табл. 2) эти составы содержат синтетические полимеры (например, полиэтиленовый воск), повышающие теплоустойчивость и прочность моделей. Составы на основе натуральных и синтетических смол (см. табл. 2) по сравнению с составами первой группы обладают большей прочностью и теплоустойчивостью.
Таблица 1 и 2
Классификации модельных составов
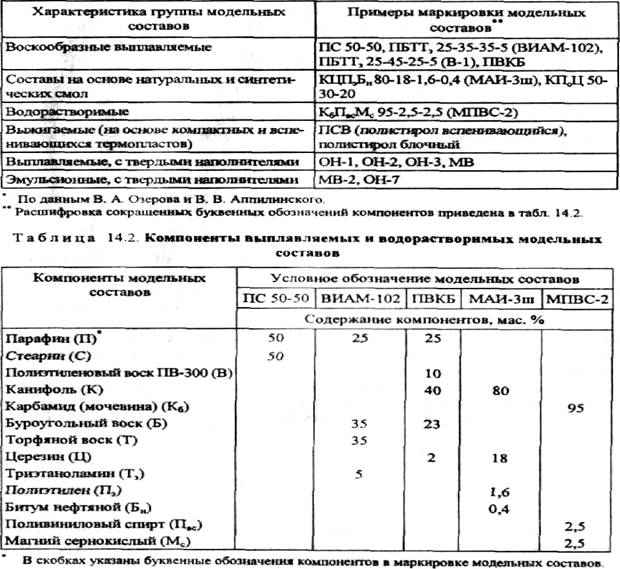
Водорастворимые составы (см. табл. 2) на основе мочевины (карбамида), азотнокислых и других водорастворимых солей имеют малую усадку и плавятся в области температур 129 - 339 °С. Они широко используются для изготовления сложных по форме стержней.
Использование выжигаемых модельных составов упрощает и удешевляет формовку, повышая при этом точность литья, что обусловлено газифицированием (разложением) выжигаемого состава при заливке сплава. Суспензионный полистирол, используемый в выжигаемых составах, обеспечивает теплоустойчивость моделей в процессе ускоренной сушки слоев оболочковых форм при 70—80 °С.
Выплавляемые модельные составы с твердыми наполнителями (табл. 3) в сущности, представляют собой изотропный композиционный материал с пластичной матрицей и распределенными в ней частицами твердого порошка (наполнителя). В данном случае имеется возможность формирования необходимых свойств модельного материала за счет количественного и качественного изменения составов наполнителя и матрицы. Это позволяет использовать указанные модельные составы в производстве литых лопаток газотурбинных двигателей.
Таблица 3.
Компоненты выплавляемых и эмульсионных модельных составов с твердыми наполнителями
--> ЧИТАТЬ ПОЛНОСТЬЮ <--