Реферат: Сварочные технологии
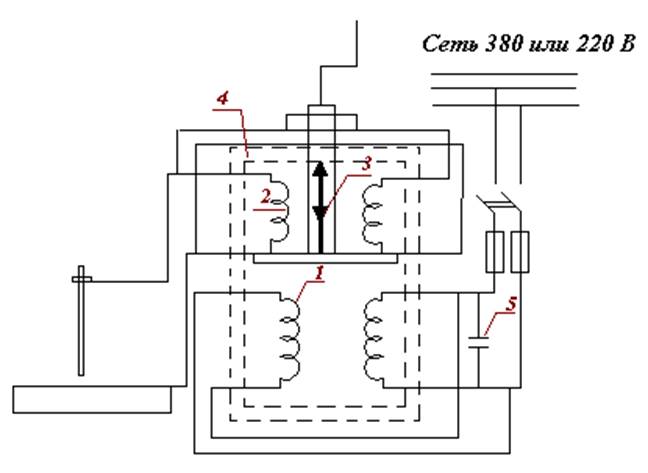
1 – катушка первичной обмотки
2 – катушка вторичной обмотки
3 – магнитопровод
4 – винт с гайкой
5 – компенсирующий конденсатор
11. Преимущества источников переменного тока с круто падающей вольтамперной характеристикой .
Источник сварочного тока с круто падающей вольт амперной характеристикой обеспечивает:
· Стабильность горения сварочной дуги
· Ограничение тока короткого замыкания
В процессе сварки возможны изменения длины дуги, поэтому изменяется и величина падения напряжения (В).
Uд . = f(Iд . );
Устойчивое горение дуги обеспечивается, когда источник сварочного тока имеет круто падающую вольт амперную характеристику. При такой характеристике увеличение длины дуги, а следовательно и изменение падения Uд , вызывает незначительное уменьшение тока дуги:
DIд ’< DIд ’’
Также источники с круто падающей вольт амперной характеристикой обеспечивает ограниченный ток короткого замыкания, что практически ликвидирует опасность повреждения изоляции обмоток источника сварочного тока. А также предотвращает выгорание и обсыпание электрода, затрудняющее повторное зажигание дуги.
12. Описание и пояснение к схеме автоматической электродуговой сварки под слоем флюса.
При автоматической электродуговой сварке сварка проходит непокрытой сварочной проволокой. Сварочная дуга горит между торцом сварочной проволоки и деталями в среде ионизированных газов под слоем флюса. В зоне, прилегающей к зоне горения дуги, горения дуги плавится проволока, металл и часть флюса. По мере перемещения сварочной дуги, металл кристаллизуется, образуя шов. Расплавленный флюс всплывает на поверхность расплавленного металла и, застывая, образует шлаковую корку. Таким образом расплавленный металл постоянно отделен от воздуха или флюсом, или расплавленным шлаком, или шлаковой коркой.
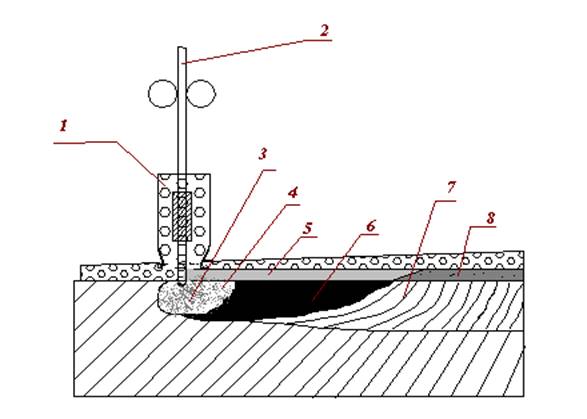
1 – Флюс
2 – Сварочная проволока
3 – Сварочная дуга
4 – Ионизированные газы
5 – Расплавленный флюс
6 – Расплавленный металл
7 – Наплавленный металл
8 – Шлаковая корка.
13. Саморегуляция длины дуги при автоматической электродуговой сваркой под слоем флюса.
При автоматической электродуговой сварке подача сварочной проволоки обеспечивается зубчатой передачей и потому постоянной скоростью её подачи. Вследствие этого зазор между сварочной проволокой и деталью, а, следовательно, и длина дуги, остается неизменной.
14. Особенности автоматической электродуговой сварки под слоем флюса в сопоставлении с ручной сваркой.