Реферат: Технологическая карта механической обработки зубчатого колеса

Сверлить сквозное отверстие Æ15 с предварительным центрованием.

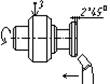
Рассверлить отверстие Æ 20

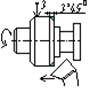
Снять фаску 3*450

Снять фаску 1*450

Снять фаску 1*450

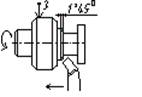
Перевернуть заготовку и зажать с в з_х кулачковый патрон с вылетом 45 мм. Подрезать торец в размер 60 мм.

Точить Æ60 как чисто на длину 27 мм.
Б
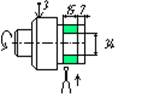
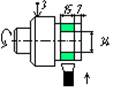
Точить паз шириной Æ34 ширина 15мм.
ШЦ-1
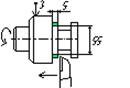
Точить Æ55 на длину 5 как чисто.
ШЦ-2
Снять фаску 3*450
Снять фаску 1*450
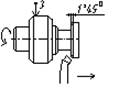
Снять фаску 1*450