Реферат: Технологические основы электроники
Кроме того, конечные размеры пятна на поверхности мишени из-за низкой степени фокусировки снижают контрастность изображения в слое резиста. Размытость изображения, т. е. ширина зоны полутени по контуру элемента, ![]() . Удовлетворительные результаты получают при
. Удовлетворительные результаты получают при ![]() mm,
mm, ![]() мкм и
мкм и ![]() см.
см.
Расходящиеся пучки рентгеновских трубок имеют в плоскости подложки невысокую плотность потока энергии. Это вынуждает использовать в производстве высокочувствительные негативные рентгенорезисты, обладающие ограниченным (~0,5 мкм) разрешением.
8. Дать характеристику диэлектрических паст, которые используются при изготовлении изоляции толстопленочных ИМС.
Диэлектрические пасты подразделяют на два вида: для диэлектриков конденсаторов (типа ПК) и для межслойной изоляции (типа ПД).
Конденсаторные пасты должны обеспечивать удельные емкости порядка тысяч пикофарад на 1 см2 при толщинах пленки до 40 мкм. В связи с этим функциональную фазу составляют из порошков сегнетоэлектриков (например, титаната бария ВаТiO3 ), имеющих высокие значения диэлектрической проницаемости. Особые требования предъявляются при этом к конструкционной связке, которая должна не реагировать с функциональной основой, обеспечивать сплошность структуры и образовывать тонкие прослойки между функциональными частицами (для обеспечения высоких значений ![]() ). Паста ПК-1000-30 на основе титаната бария хорошо совмещается с проводниками на основе серебряно-палладиевых паст и вжигается при t=600—650 °С. При толщине 25—30 мкм она имеет удельную емкость 3700—10000 пф/см2 , т. е. того же порядка, что и тонкопленочные конденсаторы.
). Паста ПК-1000-30 на основе титаната бария хорошо совмещается с проводниками на основе серебряно-палладиевых паст и вжигается при t=600—650 °С. При толщине 25—30 мкм она имеет удельную емкость 3700—10000 пф/см2 , т. е. того же порядка, что и тонкопленочные конденсаторы.
Пасты для межслойной изоляции и защитных покрытий должны обладать удельной емкостью не выше 200 пф/см2 . Толщина изоляционных слоев достигает 70 мкм. Такие пасты составляют на основе стекол, которые в этом случае одновременно являются и функциональной, и конструкционной фазами. Например, пасту ПД-2 составляют на основе стекла СУ-273 с добавкой Al2 O3 в качестве наполнителя. В состав органической связки входят канифоль, стеариновая кислота, вазелиновое масло, ланолин, вакуумное масло. Паста обеспечивает СO =120 пф/см2 при пробивном напряжении 500 В.
Основная технологическая задача при формировании слоев из стекол заключается в том, чтобы избежать растекания слоя в процессе вжигания, а также при повторных нагревах. Растекаемость уменьшает толщину слоя, за счет чего возрастает удельная емкость, а также приводит к затеканию стекла на контактные площадки.
Хорошие результаты при создании межслойной изоляции дают пасты на основе ситаллоцементов, в которых при нагревании образуется кристаллическая фаза (по типу ситаллов), предотвращающая размягчение слоя при повторных нагревах. Например, ситаллоцемент марки СЦ-273, синтезированный на основе стекол системы SiO2 —PbO—ZnO—TiO2 , вжигается при температуре 750 °С. Для уменьшения его растекания при вжигании вводят наполнители: порошок Al2 O3 (15—20 масс. %) и порошок 22ХС (0—5 масс. %). Удельная емкость в этом случае составляет 180 пф/см2 при толщине слоя 60—70 мкм. При той же толщине ситаллоцементы СЦ-215 и СЦ-36 на основе SiO2 —BaO— Al2 O3 с порошком 22ХС обеспечивают Со=120 пФ/см2 .
При приготовлении паст их компоненты точно взвешивают в соответствии с рецептурой и тщательно перемешивают.
9. Описать способы подгонки толстопленочных элементов
Подгонка толстопленочных резисторов заключается в удалении части их материала, в результате чего сопротивление резисторов возрастает. Подгонка толстопленочных конденсаторов состоит в удалении части верхней обкладки, в результате чего емкость конденсаторов уменьшается. Поэтому, чтобы исключить неисправный брак, требуется настраивать процесс печати элементов путем корректировки состава паст или толщины слоев так, чтобы резисторы имели заведомо заниженные значения сопротивлений, а конденсаторы—завышенные-значения емкости (рис. 9).
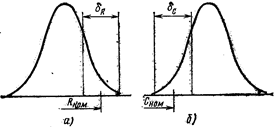
Рис. 9 Относительное расположение полей рассеяния и допуска до подгонки:
а — для толстопленочных резисторов; б — для толстопленочных конденсаторов (![]() и
и ![]() - поля допусков на сопротивление резисторов и емкость конденсаторов соответственно)
- поля допусков на сопротивление резисторов и емкость конденсаторов соответственно)
При подгонке конденсаторов необходимо тщательно подбирать режимы обработки во избежание короткого замыкания обкладок. В процессе подгонки выводы подложки устанавливают в контактное приспособление, связывающее элементы схемы с измерительным устройством. Затем, последовательно «опрашивая» элементы, их измеряют и обрабатывают. Для этого каждый элемент схемы должен иметь индивидуальный выход на выводы подложки. При необходимости вводят либо временные (технологические) перемычки, впоследствии удаляемые (рис. 2.50,а), либо временные армированные выводы, которые отрезают после подгонки (рис. 2.50,6).

Рис. 10 Подложки с толстопленочными резисторами (а) и конденсаторами (б)
При подгонке элементов на подложках, не имеющих выводов (по аналогии с ситалловыми подложками тонкопленочных микросхем, контактирование осуществляется через контактные площадки элементов с помощью зондов измерительного устройства.
Для подгонки применяют лазерные установки «Кварц-5», «Темп-10», а в крупносерийном автоматизированном производстве—автоматы подгонки «Темп-30». Установка «Кварц-5», например, предназначена для подгонки резисторов импульсами излучения с длиной волны 0,34 мкм. Мощность в импульсе достигает 30 кВт. Производительность установки 300 резисторов в час.
Гетерогенный характер структуры толстопленочных резисторов позволяет эффективно использовать и токовую подгонку. При подаче на резистор высоковольтного импульса происходят пробои стеклянной прослойки, разделяющей частицы функциональной фазы, и возникают дополнительные каналы проводимости. В результате сопротивление резистора уменьшается. Приемлемая скорость изменения сопротивления (![]() %) достигается при амплитудах импульса 50—500 В и длительности 2—10 мкс. При этом -число импульсов обычно не превышает трех. Испытания подогнанных резисторов под нагрузкой в течение 1000 ч показывают, что сопротивление резисторов частично восстанавливается.
%) достигается при амплитудах импульса 50—500 В и длительности 2—10 мкс. При этом -число импульсов обычно не превышает трех. Испытания подогнанных резисторов под нагрузкой в течение 1000 ч показывают, что сопротивление резисторов частично восстанавливается.
Важным этапом операции подгонки, как лазерной, так и токовой, является определение необходимого воздействия на резистор в зависимости от результатов измерения его сопротивления. При ручных методах измерения и управления процессом подгонки требуемое время во много раз превышает время собственно подгонки. Высокая эффективность процесса подгонки возможна лишь при использовании автоматизированных систем управления процессом (АСУ).
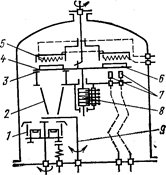
10. Изобразить схему вакуумной системы многопозиционной установки для вакуумного напыления
Известно, что для получения рабочего вакуума затрачивается время до 1,5—2 ч (даже при разогретом диффузионном насосе). Так как время напыления отдельного слоя редко превышает 1-1,5 мин, то стремятся использовать многопозиционные вакуумные установки, позволяющие, не нарушая вакуума (за один вакуумный цикл), последовательно или одновременно обрабатывать несколько подложек. Эффект еще более значителен, если при этом применяют групповые подложки. Обычно используют групповые ситалловые подложки стандартного размера 60х48 или 120х96 мм.
По степени непрерывности процесса обработки МПВУ могут быть разделены на две группы: однокамерные периодического действия и многокамерные полунепрерывного или непрерывного действия.
Установки первой группы работают по следующему циклу: установка подложек—откачка рабочего объема - обработка (напыление) - снятие вакуума и вскрытие—снятие обработанных подложек. Для таких установок характерно, что вспомогательное время на откачку не перекрывается с основным технологическим временем, а также что установка подложек и их совмещение с масками выполняются вручную (непосредственно или через соответствующие механизмы).
В установках, второй группы откачка частично (МПВУ полунепрерывного действия) или полностью (МПВУ непрерывного действия) совмещается с основным процессом обработки. Это достигается с помощью многокамерной системы с различным уровнем вакуума в отдельных- камерах. В подобных установках можно выполнять полный цикл изготовления микросхемы, т. е. напылять все слои, поэтому в обработке одновременно (на разных стадиях) могут находиться несколько подложек. Управление в таких установках (транспортировка подложек и фиксация их на рабочих позициях) осуществляется автоматически. Таким образом, установки второй группы представляют собой автоматические линии.
Однокамерная установка периодического действия имеет внутрикамерное многопозиционное устройство карусельного типа, которое выполняют в одном из двух вариантов: либо в каждой позиции карусели (барабане) устанавливают подложку в комплекте с трафаретом (если таковые используют в данном процессе), либо на карусели устанавливают только подложки, а маски размещают в неподвижном многопозиционном диске и, таким образом подложка, переходя из позиции в позицию, последовательно совмещается с различными масками.
В установках первого типа обычно имеется одна рабочая позиция (позиция напыления), поэтому в каждый момент времени обрабатывается лишь одна подложка. К таким установкам, в частности, относится УВН-2М-2, упрощенная схема внутрикамерного устройства которой представлена на рис.11