Реферат: Технология изготовления болтов методом холодной штамповки
При холодной объемной штамповке всей заготовке придается заданная форма и размеры путем заполнения материалом рабочей полости штампов. Высадка, в отличие от штамповки, заключается в осадке части заготовки между подвижным (пуансоном) и неподвижным (матрицей) инструментом.
Основными достоинствами холодной штамповки являются высокая производительность, точность размеров и чистота поверхности изделий, повышенная прочность штампуемых деталей, низкий расход металла, широкий диапазон изготовляемых типоразмеров. Холодной штамповкой изготовляются болты с диаметром стержня до 30 мм. Однако в последнее время таким способом изготовляют болты с метрической резьбой, имеющие .стержень диаметром до 52 мм.
Основной недостаток холодной деформации — снижение пластичности металла вследствие наклепа и соответственно повышение опасности хрупкого разрушения болтов при эксплуатации. Особенно возрастает опасность хрупкого разрушения для болтов из среднеуглеродистых и легированных сталей, которые, как правило, .необходимо подвергать термообработке, способствующей исключению неблагоприятных последствий холодной деформации.
Процесс штамповки болтов заключается в том, чтобы из заготовки диаметром меньше диаметра отверстия в матрице (на величину зазора) и значительно меньше диаметра наибольшего сечения головки болта можно получить изделие необходимых размеров.
При выборе технологического процесса холодной штамповки необходимо учитывать следующие параметры:
1. Отношение длины свободной осаживаемой части заготовки к ее диаметру lo/dy.
Под свободно осаживаемой частью заготовки понимается отрезок, заключенный между матрицей и пуансоном, т. е. отрезок, не контактирующий с инструментом. Величина этого отношения характеризует трудность процесса формообразования головки болта и устойчивость свободного отрезка металла к продольному изгибу. Чем меньше величина lo/dy, тем легче протекает процесс деформации и лучше оформление конечной заготовки. При большой величине отношения возможен изгиб стержня и нарушение правильной конфигурации заготовки (возникновение прогибов, складок), что ведет к браку продукции.
Для предотвращения указанных нарушений процесса высадки отношение длины свободной осаживаемой части к диаметру не должно превосходить определенной величины. При превышении этой величины процесс формообразования головки разделяется на несколько переходов.
Следует отметить, что при высадке болтов с предельным отношением lo/do необходимо обеспечить чистый срез заготовки и перпендикулярность плоскости отреза к продольной оси. При осадке заготовки с косым срезом торцовой площадки возможен ее изгиб и, как следствие, брак продукции.
Возможность изгиба заготовки при осадке увеличивается со снижением сил трения по контактируемым поверхностям заготовки и пуансона. Поэтому при неблагоприятных условиях для исключения продольного изгиба заготовки ее концевую часть защемляют в пуансоне.
Неблагоприятные условия снижают допустимую длину свободной осаживаемой части заготовки. Например, при косой отрезке заготовки и неудовлетворительном состоянии рабочей поверхности пуансона предельная величина отношения lo/do при высадке за один, удар может снизиться до 1,5 do и ниже.
При высадке головки болта за несколько переходов первые переходы носят подготовительный характер. На подготовительных переходах заготовка принимает промежуточную форму, при этом вследствие осадки происходит уменьшение отношения lo/do (для последующего перехода). Окончательное оформление головки осуществляется на последнем переходе высадки.
2. Отношение диаметра высаживаемой головки к ее высоте.
Чем больше отношение D/H, т. е. чем меньше высота головки болта и больше диаметр, тем труднее протекает процесс высадки, тем больше усилие для формообразования головки.
Практически влияние величины D и Н оценивают через отношение D/do и H/do. Отношение H/do, особенно для нержавеющей стали, не должно быть меньше 0,5. Отношение D/do при высадке за один удар должно составлять не более 2,2, за два удара 2,2—2,6, за три удара 2,6—4,0.
3. Относительная и истинная деформация.
Отношение lo/do не характеризует интенсивности процесса деформирования 'и является в основном технологическим фактором. Деформация при формообразовании головки оценивается величинами относительной деформации или истинной (логарифмической) деформации.
Кроме того, при оценке процесса осадки необходимо учитывать и величину деформации в поперечном направлении (уширение q= {Fi—Fo)jFi, где Fo и Fi — соответственно начальная и конечная площадь поперечного сечения заготовки.
При высадке полукруглых, потайных, полупотайных и шестигранных головок болтов величины поперечной деформации различны в различных сечениях головки. В сечении с наименьшим поперечным размером происходит минимальная деформация, в сечении с наибольшим размером — максимальная. В этих случаях необходимо учитывать среднюю и максимальную величину поперечной деформации.
Очевидно, что для цилиндрических головок болтов поперечная деформация во всех сечениях головки имеет одинаковую величину. Чем больше величина средней деформации, тем выше усилие формообразования головки, тем больше вероятность появления трещин при осадке, тем важнее пластические свойства металла.
Максимальная поперечная деформация для нецилиндрических головок имеет место на ограниченных участках высаживаемой головки и вероятность появления трещин на этих участках зависит главным образом от количества и величины дефектов поверхности исходного материала.
Таким образом, по величинам деформации определяют 'возможность высадки головки болтов без нарушений сплошности материала и оценивают силовые параметры высадки. При выборе технологического процесса необходимо стремиться к получению минимальной степени деформации.
Степень деформации при высадке головок может быть снижена путем увеличения диаметра исходного металла. Увеличение диаметра исходного металла возможно при процессе штамповки, включающем редуцирование или прямое выдавливание стержня.
Редуцирование представляет операцию заталкивания заготовки в редуцирующую матрицу (рис. 4, а),сопровождающуюся уменьшением диаметра стержня соответственно диаметру редуцирующего пояска (без осадки заготовки). Качество процесса редуцирования
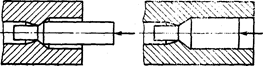
а д
Рис. 4. Редуцирование (в) и прямое выдавливание (б)
определяется, главным образом, продольной устойчивостью заготовки (отсутствием изгиба стержня) 'и зависит от 'степени уменьшения сечения стержня при редуцировании.
Предельная величина уменьшения диаметра стержня при свободном редуцировании составляет 15—16%. Превышение этой величины может привести к изгибу стержня и наплыву металла перед матрицей.