Реферат: Технология изготовления СВЧ элементов конструкций РЭС
БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ИНФОРМАТИКИ И РАДИОЭЛЕКТРОНИКИ
Кафедра ЭТТ
РЕФЕРАТ
На тему:
"Технология изготовления СВЧ элементов конструкций РЭС"
МИНСК, 2008
Конструктивно-технологические особенности изготовления антенных отражателей, волноводов и резонаторов
Для передачи энергии СВЧ колебаний миллиметрового, сантиметрового и дециметрового диапазонов используются волноводные системы или волноводные тракты, которые сокращенно называются волноводами. Обычно волноводное звено состоит из отрезка трубы с соединенными фланцами на концах.
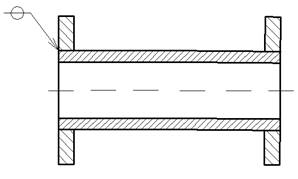
Рис.1. Волновод.
Все звенья должны иметь хорошо проводящие внутренние поверхности. По форме поперечного сечения волноводные звенья из труб разделяются на прямоугольные, эллиптические и круглые. По конструкции стенок звенья подразделяются на жесткие и гибкие. Жесткие звенья делятся на прямые и изогнутые.
Для генерирования СВЧ колебаний в качестве контуров применяются полые резонаторы различной формы.
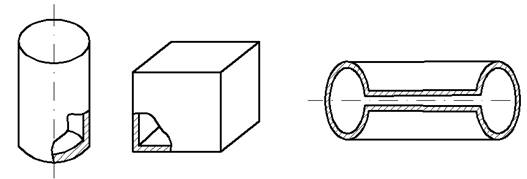
Рис.2. Виды полых резонаторов: цилиндрический, прямоугольный, тороидальный.
Для излучения и приема СВЧ энергии в пространство используются различные металлические и металлизированные поверхности. Идеальным отражателем является гладкая металлическая поверхность. Однако в ряде случаев для изменения веса и снижения ветровых нагрузок применяются решетчатые и сетчатые конструкции.
Основная технологическая задача при изготовлении элементов СВЧ –трактов передачи энергии – это: 1. высокая чистота внутренней поверхности волноводов и резонаторов и наружной отражательной поверхности антенных излучателей; 2. их высокая электропроводность; 3. защита поверхности проводящего слоя от коррозии.
Методы изготовления волноводов. Изготовление прямых и изогнутых волноводных звеньев из труб
Широко распространен способ изготовления волноводных звеньев из стандартных труб прямоугольного или круглого сечения. В качестве материала применяют латунь (марки ЛС–50, Л–62, Л–96), алюминий (марки А–00, А–Л) и медь (марки М–1, М–3).
При одинаковых способах обработки чистота поверхности латунных деталей получается выше, чем у других материалов. Латунь обладает достаточной жесткостью, хорошо поддается пайке, отличается хорошей проводимостью, дешевле меди и серебра. Медные звенья применяют в тех случаях, когда специфические условия эксплуатации или обработки оправдывают повышение стоимости материала.
Алюминиевые волноводы отличаются малой массой и более простой технологией изготовления, чем латунные и медные.
Процесс изготовления волноводных звеньев складывается из следующих этапов:
– нарезка заготовок;
– изгибание и скручивание (по мере надобности) заготовок;
– изготовление фланцев;
– пайка фланцев к трубам;
– обработка проводящих поверхностей;
– сборка волноводных звеньев в волноводы.
Нарезка заготовок. Куски труб нарезают дисковой фрезой с припуском на обработку на горизонтальном фрезерном станке, после чего торцы их зачищают от заусенцев.
При необходимости выполнения отводов (ответвлений) в стенках трубы фрезеруют отверстия, а в торцах соединяемых труб – уступы.
Изгибание заготовок должно осуществляться способами, при которых не изменяется форма и внутренние размеры сечения заготовок и не ухудшается чистота обработки внутренних поверхностей.
Наиболее производительным способом получения изогнутых звеньев без заполнения заготовки является способ чеканки (насечки). Изгибание труб прямоугольного сечения производится на гибочном станке в результате возвратно-поступательного движения верхнего пуансона одновременно с движением двух боковых пуансонов, находящихся в обжимной головке.
--> ЧИТАТЬ ПОЛНОСТЬЮ <--