Реферат: Технология конструкционных материалов 4
1. Диаграмма состояния сплавов — твердых растворов. На рис. 1.5 приведена диаграмма состояния сплавов, компоненты которых А и В обладают неограниченной растворимостью друг в друге. По вертикали располагают шкалу температур, по горизонтали — ось концентраций компонентов.
При таком построении диаграмма отражает состояние сплава любой концентрации при любой температуре.
Диаграмма состояния сплавов — твердых растворов состоит из двух линий: верхней — ликвидус (жидкий) и нижней — солидус (твердый). Выше линии ликвидус сплавы находятся в однофазном жидком состоянии между линиями ликвидус и солидус — двухфазном состоянии (кристаллы твердого раствора и жидкость) и ниже линии солидус — в однофазном твердом состоянии — состоят из зерен твердого раствора компонентов А и В.
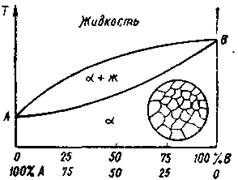
Рис. 5 Диаграмма состояния сплавов – твердых растворов.
Как видно из диаграммы, сплавы-твердые растворы в отличие от чистых компонентов затвердевают и плавятся в интервале температур между линиями ликвидус и солидус. В случае ограниченной растворимости компонентов на диаграмме состояния ниже линии солидус будет еще одна линия, отражающая эту растворимость.
2. Диаграмма состояния сплавов-смесей. Сплавы-смеси также затвердевают и плавятся в интервале температур между линиями ликвидус АСВ (рис. 6) и солидус DCF. И только сплав, соответствующий концентрации точки С, плавится, как и чистые компоненты, при постоянной температуре. После затвердения этот сплав состоит из смеси (рис. 6) мелких зерен обоих компонентов А и В. Такая смесь называется эвтектикой (Э), сплав с такой структурой —• эвтектическим, а точка С — эвтектической точкой. Соответственно сплавы, расположенные левее точки С, называются доэвтектическими, правее — заэвтектическими.
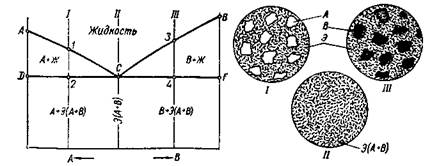
Рис.6. Диаграмма состояния сплавов-смесей.
Затвердевание доэвтектического сплава I начинается в точке 1 на линии ликвидус АС выпадением кристаллов избыточного компонента А. Поэтому в интервале между точками 1 и 2 жидкая фаза сплава обедняется компонентом А и соответственно обогащается компонентом В. При температуре точки 2 сплав состоит из кристаллов компонента А и жидкой фазы, концентрация которой достигла эвтектического состава и поэтому затвердевает с образованием эвтектики (рис. 6).
Процесс затвердевания заэвтектического сплава IIIотличается от рассмотренного тем, что в нем на линии ликвидус СВ в точке 3 начинают выделяться кристаллы компонента В. Поэтому после затвердевания (точка 4) структура этого сплава состоит из кристаллов В и эвтектики (рис. 6).
3. Связь диаграмм состояния сплавов с их свойствами.
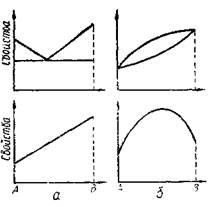
Рис.7. Связь диаграмм состояния сплавов с их свойствами
Например, если компоненты сплава образуют механические смеси, то свойства этих сплавов (твердость, электропроводность и др.) изменяются по закону прямой линии (рис. 7, а). В сплавах-твердых растворах эти свойства изменяются по кривой с максимумом или минимумом (рис. 7, б).
Установлено также, что твердые растворы обладают повышенной пластичностью, поэтому сплавы с такой структурой хорошо обрабатываются давлением. Наличие эвтектики в сплавах, наоборот, делает их более хрупкими, но улучшает литейные свойства.
5. Диаграмма состояния железоуглеродистых сплавов
1. Общая характеристика железоуглеродистых сплавов. Упрощенная диаграмма состояния сплавов железа с углеродом приведена на рис. 8. Она построена в интервале концентраций углерода от 0 до 6,67 %, т. е., до образования химического соединения карбида железа Fe3 C, который ведет себя как самостоятельный компонент. Поэтому компонентами железоуглеродистых сплавов можно считать железо и карбид железа.
Твердый раствор углерода в α-железе называют ферритом. (Ф). По своим свойствам феррит практически не отличается от технически чистого железа.
Карбид железа Fe3 C, наo6opот, очень тверд, но хрупок, Его называют цементитом (Ц). С увеличением содержания углерода образуется больше цементита, поэтому сплав становится тверже и хрупче.
ПРОМЫШЛЕННЫЕ МЕТАЛЛЫ
Углеродистые стали
Применяемые в практике стали содержат кроме углерода до 0,4 % Si, 0,5—0,8 % Mn и по 0,02—0,05 % S и Р. Кремний и марганец являются полезными примесями; растворяясь в феррите, они упрочняют сталь. Сера образует соединение FeS и вызывает красноломкость, а фосфор, наоборот, растворяясь в феррите, вызывает хладноломкость стали.
Основным компонентом стали, оказывающим решающее влияние на ее структуру и свойства, остается углерод. С увеличением содержания углерода твердость и прочность стали повышаются, а пластичность и ударная вязкость значительно снижаются.
По назначению углеродистые стали подразделяют на конструкционные (С ≤0,8 %) и инструментальные (С ≥ 0,7 %).
1. Конструкционные стали бывают обыкновенного качества и качественные.
Стали обыкновенного качества (ГОСТ 380—71) подразделяют на группы А, Б и В. Стали группы А характеризуются механическими свойствами; группы Б— химическим составом и группы В — механическими свойствами и химическим составом.
По степени раскисления эти стали бывают кипящими (кп), полуспокойными (пс) или спокойными (сп).
В зависимости от нормируемых показателей механических свойств эти стали подразделяют также на ряд категорий.
Конструкционные стали обыкновенного качества обозначают буквами Ст и цифрой — номером стали, например Ст3, Ст5 и т. д. Группа стали указывается соответствующей буквой в начале марки — БСт1, ВСт6 (в марке стали группы А такая буква не ставится — Ст4). В марке указывается также степень раскисления стали (Ст1кп; БСт2пс) и в конце — категория — Ст2кп3; ВСт4кп4 (первая категория не указывается — Ст1сп).
Качественные конструкционные стали (ГОСТ 1050—88) отличаются меньшим содержанием серы и фосфора (≤0,04 %), в них строже регламентируется содержание других элементов, неметаллических примесей.
Эти стали маркируют числами 08, 10, 15, 20...85, указывающими среднее содержание углерода в сотых долях процента. По степени раскисления они могут быть также кипящими, полуспокойными или спокойными.
Из конструкционных сталей выделяются так называемые автоматные стали с повышенной обрабатываемостью резанием, применяемые в основном для изготовления из них деталей на станках-автоматах. Эти стали характеризуются повышенным содержанием серы (0,08—0,30 %) и фосфора (до 0,15 %). Сера образует в стали сульфид MnS, оказывающий смазывающее действие на инструмент, а фосфор способствует образованию ломкой стружки и получению чистой блестящей поверхности при резании.