Реферат: Технология восстановления чугунных коленчатых валов двигателей ЗМЗ-53А
В современном машиностроении применяются различные конструкционные материалы. Однако и до настоящего времени чугун является одним из основных конструкционных материалов. Например, вес чугунных отливок составляет до 50% веса машин. Это обусловливается простотой и относительной дешевизной изготовления чугунных деталей, хорошими литейными свойствами чугуна, его высокой износостойкостью, малой чувствительностью к концентраторам напряжений, способностью гасить вибрацию и т. д.
Одной из актуальных задач стоящих перед организациями, эксплуатирующих автомобильную и автотракторную технику, является продление срока службы отработавших деталей, в том числе и чугунных. Сварка и наплавка чугуна широко применяется при ремонте вышедшего из строя различного оборудования. Однако она связана со значительными трудностями. Это связано с тем, что металл шва и околошовной зоны очень склонен к образованию твердых непластичных структур (ледебурита, мартенсита) и трещин вследствие больших скоростей охлаждения при сварке и наплавке, низкой прочности чугуна и почти полного отсутствия пластичности. Это осложняет решение многих вопросов, связанных с разработкой сварочных материалов (электродов, проволоки, флюсов и др.) для сварки чугуна.
Горьковский автомобильный завод широко применяет в двигателях своих автомобилей детали из чугуна. Одной из них является коленчатый вал.
Целью дипломного проекта является разработка технологического процесса восстановления чугунных коленчатых валов двигателя ЗМЗ – 53А позволяющего избежать выше перечисленных недостатков с возможностью применения в небольших ремонтных подразделениях МПС РФ.
Большую работу по изучению процессов, протекающих при сварке и наплавке чугуна, провели исследователи: Доценко Г. Н., Доценко Н. И., Луппиан Г. Э. и др. Работы этих исследователей использованы в дипломном проекте.
1. Литературный обзор и обоснование темы
дипломного проекта.
1.1. Описание изделия и технические
условия на ремонт чугунного коленчатого вала.
Чугунные коленчатые валы в автомобильных двигателях стали применять с 1960 года [3]. Высокопрочные чугуны по ГОСТ 7293-85 делятся на два класса: перлитные (ВЧ 45-0; ВЧ 50-1,5; ВЧ60-2) и ферритные (ВЧ 40-0; ВЧ 40-6). Большое применение нашли чугуны перлитного класса благодаря высокой прочности и износостойкости.
Чугунный коленчатый вал двигателя ЗМЗ-53А
Рис. 1.1
В табл. 1.1 приведены сведения о прочностных свойствах высокопрочного, серого, модифицированного, ковкого чугунов и стали 45 [1].
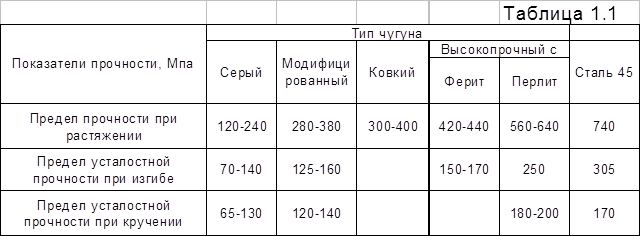
Из табл. 1.1. видно, что основные механические свойства перлитного высокопрочного чугуна примерно такие же, как и у стали 45 и значительно выше, чем у других чугунов. При этом себестоимость отливок из высокопрочного чугуна в 2-2,5 раза ниже по сравнению с себестоимостью отливок из ковкого чугуна и поковок стали 45 [3].
Усталостная прочность.
Применение высокопрочного чугуна взамен стали 45, для изготовления коленчатых валов стало возможным благодаря его высокой усталостной прочности. Соотношение по усталостной прочности для стальных и чугунных образцов гладких и коленчатых валов одинаковой формы представлены в табл. 1.2 [2].
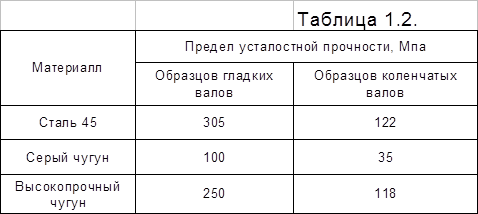
По данным табл. 1.2. у образцов гладких валов, изготовленных из высокопрочного чугуна, предел усталостной прочности на 18% меньше, чем у образцов изготовленных из стали 45; у коленчатых валов, изготовленных из тех же металлов, эта разница равна всего 4%. Объясняется это тем, что усталостные трещины вызывающие разрушения чугунных коленчатых валов, возникают в местах концентрации напряжений на галтелях, а высокопрочный чугун сохраняет присущую всем чугунам малую чувствительность к концентрации напряжений.
Износостойкость .
Высокую износостойкость высокопрочного чугуна с перлитной основой, не уступающую закаленной стали 45, большинство исследователей [4] объясняют наличием на его поверхности вскрытых графитовых включений, которые служат смазкой, а освободившиеся полости являются накопителями дополнительной смазки, необходимой при пуске и остановке двигателя.
При сравнении стальных и чугунных коленчатых валов в опубликованных работах [5,7] указывается, что при твердости стальных шеек HRC 56 их износостойкость равна износостойкости шеек чугунного коленчатого вала, при твердости шеек менее HRC 56 – меньше и при твердости более HRC 56 – больше износостойкости шеек чугунного коленчатого вала.
Технические условия на ремонт.
1. У коленчатых валов, поступающих на сборку, масляные каналы и грязеуловители должны быть тщательно очищены от шлама.
2. Шатунные шейки должны иметь диаметр – 60,00-0,013 мм.
Коренные – 70,00-0,013 мм.
3. Овальность и конусность шеек коленчатого вала не должны превышать 0,01 мм.
4. Чистота поверхности шеек должна соответствовать 5 квалитету Ra 0,2-0,4
5. Длина передней коренной шейки должна быть в пределах 30,45-30,90 мм.
Длина шатунной шейки 52,0-52,2 мм.
6. Радиусы галтелей шатунных шеек должны быть в пределах 1,2-2,0 мм, коренных 1,2-2,5 мм.
7. При вращении вала, установленного в призмы на крайние коренные шейки, биение не должно превышать:
а) для средней коренной шейки – 0,02 мм.
б) для шейки под распределительную шестерню – 0,03 мм.
в) для шейки под ступицу шкива вентилятора – 0,04 мм.
г) для шейки под задний сальник – 0,04 мм.
д) фланца по торцу – 0,04 мм.
8. Не параллельность осей шатунных и коренных шеек – не более 0,012 мм на длине каждой шейки.
1.2. Дефекты и неисправности чугунного коленчатого вала
Коленчатый вал является высоконагруженной деталью двигателя. В процессе эксплуатации двигатель машины подвержен различным нагрузкам, в том числе и неблагоприятным, это пуск двигателя в холодных условиях, не качественное смазочное масло, работа в запыленных условиях и т. д.
--> ЧИТАТЬ ПОЛНОСТЬЮ <--