Реферат: Термическая обработка стали
Таким образом, при отжиге на пластинчатый перлит одновременно обеспечивается мелкозернистая структура.
Неполный отжиг связан с фазовой перекристаллизацией лишь при температуре точки АС1 ; он применяется после горячей обработки давлением, когда у заготовки мелкозернистая структура.
|
|
| Рис. 6. Микроструктура зернистого перлита (X500) |
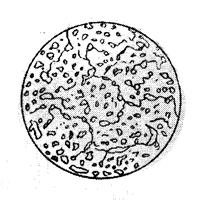
Отжиг на зернистый перлит применяют обычно для эвтектоидных и заэвтектоидных сталей, с целью повышения пластичности и вязкости стали и уменьшения ее твердости. Для получения зернистого перлита сталь нагревают выше точки АС1 и выдерживают недолго, чтобы цементит растворился в аустените не полностью. Затем сталь охлаждают до температуры несколько ниже Ar 1 и выдерживают при такой температуре несколько часов. При этом частицы оставшегося цементита служат зародышами кристаллизации для всего выделяющегося цементита, который нарастает округлыми (глобулярными) кристаллитами, рассеянными в феррите (рис. 6).
Свойство зернистого перлита существенно отличаются от свойств пластинчатого в сторону меньшей твердости, но большей пластинчатости и вязкости. Особенно это относится к заэвтектоидной стали. В которой весь цементит (как эвтектоидный, так и избыточный) получается в виде глобулей.
|
|
| Рис. 7. Схема изотермического отжига и изотермической закалки. |
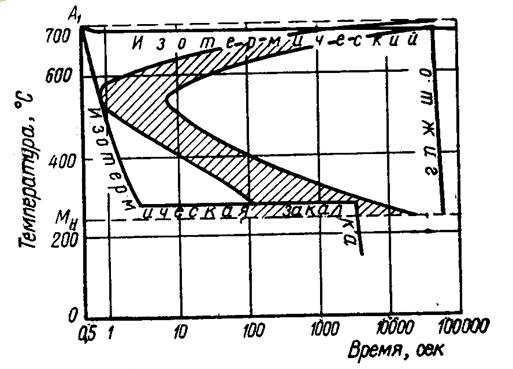
При изотермическом отжиге после нагрева и выдержки сталь быстро охлаждают до температуры несколько ниже точки А1 (рис. 7) и выдерживают при этой температуре до полного распадения аустенита на перлит, после чего охлаждают на воздухе. Применение изотермического отжига значительно сокращает время и повышает производительность. Например, обыкновенный отжыг легированной стали длится 13-15 ч, а изотермический – всего 4-7 ч. Схема изотермического отжига приведена на рис. 7.
Нормализация. При нормализации сталь охлаждается не в печи, как при отжиге, а на воздухе в цехе. Нагревание ведется до полной перекристаллизации (на 30-50° выше точек Ас3 и Аст ), в результате сталь приобретает мелкозернистую и однородную структуру. Твердость и прочность стали после нормализации выше, чем после отжига.
Структура низкоуглеродистой стали после нормализации феррито-перлитная, такая же, как и после отжига, а у средне- и высокоуглеродистой стали – сорбитная; нормализация может заменить для первой – отжиг, а для второй – закалку с высоким отпуском. Часто нормализацией подготавливают сталь для закалки. Термическую обработку некоторых марок углеродистой и легированных сталей заканчивают нормализацией.
3. Закалка и отпуск.
Цель закалки и отпуска стали – улучшение ее свойств.
Закалка с отпуском нужна для очень многих деталей и изделий. Она основана на перекристаллизации стали при нагреве до температуры выше критической; после достаточной выдержки при этой температуре для завершения закалки следует быстрое охлаждение. Таким путем предотвращают превращение аустенита в перлит.
Закаленная сталь имеет неравновесную структуру мартенсита, троостита или сорбита.
Чаще всего при закалке сталь резко охлаждают на мартенсит. Для смягчения действия закалки сталь отпускают, нагревая до температуры ниже точки А1 . При отпуске структура стали из мартенсита закалки переходит в мартенсит отпуска, троостит отпуска или сорбит отпуска.
Температурные условия закалки. Температура нагрева стали при закалке та же, что и при полном отжиге: для доэвектоидной стали на 30-50° выше точки Ас3 , для заэвтектоидной – на 30-50° выше точки Ас1 .
При нагреве доэвтектоидной стали до температуры между точками Ас1 и Ас3 (неполная закалка) в структуре быстро охлажденной стали, наряду с закаленными участками, будет присутствовать нерастворенный феррит, резко снижающий твердость и прочность. Поэтому для доэвтектоидной стали обязательна полная закалка (нагрев выше точки Ас3 ).
В заэвтектоидной стали избыточной фазой является цементит, который по твердости не уступает мертенситу и даже превосходит его; поэтому сталь достаточно нагреть на 30-50° выше точки Ас1 .
Нагревать изделия, особенно крупные, нужно постепенно, чтобы избежать местных напряжений и трещин, а время выдержки нагретого изделия должно быть достаточным, чтобы переход перлита в аустенит полностью завершился. Продолжительность выдержки обычно равна четверти общей продолжительности нагревания.
Охлаждение деталей при закалке. Скорость охлаждения деталей при закалке должна быть такой, чтобы деталь получилась заданной структуры. Скорость V2 (см. рис. 2), обеспечивающая мартенситную структуру (с остаточным аустенитом, не без троостита), называется критической скоростью закалки .
Так как С-образные кривые доэвтектоидной и заэвтектоидной сталей смещены влево по сравнению с кривыми эвтектоидной стали, критическая скорость закалки их выше, и получение структуры мартенсита достигается труднее, а для некоторых марок она даже недостижима.
Легирующие компоненты в стали облегчают закалку, так как при этом С-образные кривые смещаются вправо, и критическая скорость понижается.
При скорости охлаждения меньше критической в структуре закаленной стали, наряду с мартенситом, будет троостит, а при дальнейшем уменьшении скорости получаются структуры троостита или сорбита без мартенсита.
Резкость закалки (получение мартенсита без троостита) зависит от природы температуры охлаждающей среды. Охлаждение струей воздуха или холодными металлическими плитами дает следую закалку на сорбит. Наиболее распространено охлаждение деталей погружением их в воду, щелочные или кислые растворы, масло, расплавленный свинец и др. При этом получается резкая или умеренная закалка (на мартенсит или троостит).
Охлаждающая способность воды резко изменяется в зависимости от ее температуры; если эту способность при 18° принять за единицу, то при 74° она будет иметь коэффициент 0,05.
К наиболее резким охладителям относится 10%-ный раствор NaOH в воде, при 18° его коэффициент –2,0; к умеренным – минеральные масла с коэффициентом 0,2-0,25.
При закалке применяют различные приемы охлаждения в зависимости от марки стали, формы и размеров детали и технических требований к ним.
Простая закалка в одном охладителе (чаще всего в воде или в водных растворах) выполняется путем погружения в него детали до полного охлаждения. При охлаждении необходимо освобождать деталь от слоя пара хороший теплоизолятор. Такой способ закалки самый распространенный.
Для получения высокой твердости и наибольшей глубины закаленного слоя для углеродистой стали применяют охлаждение деталей при интенсивном обрызгивании.
Прерывистой закалкой называют такую, при которой деталь охлаждают последовательно в двух средах: первая среда – охлаждающая жидкость (обычно вода); вторая – воздух или масло. Резкость такой закалки меньше, чем предыдущей.
При ступенчатой закалке деталь быстро погружают в соляной расплав и охлаждают до температуры несколько выше МН (см. рис. 3), короткое время выдерживают и затем охлаждают на воздухе. Выдержка обеспечивает выравнивание температуры от поверхности к сердцевине детали, что уменьшает напряжения, возникающие при мартенситном превращении.
Способ погружения деталей в закалочную ванну должен быть таким, чтобы при закалке они как можно меньше коробились. Детали с большим отношением длины к диаметру или ширине (напильники, сверла и др.) следует погружать в охладитель вертикально.