Реферат: Термическая обработка стали
При изотермической закалке вначале требуется быстрое охлаждение со скоростью не менее критической, чтобы избежать распадения аустенита в условиях, отвечающих перегибу С-образной кривой (см. рис. 7). Следовательно, по этому методу можно закаливать только небольшие (примерно, диаметром до 8 мм) детали из углеродистой стали, так как запас энергии в более тяжелых деталях не позволит достаточно быстро их охладить. Это не относится, однако, к легированным сталям, большинство марок которых имеет значительно меньшие критические скорости закалки. Большим преимуществом изотермической закалки является возможность рихтовки (исправление искривлений) изделий во время инкубационного периода распадения аустенита (который длится несколько минут), когда сталь еще мягка и пластична. После изотермической закалки детали свободны от внутренних напряжений и не имеют трещин.
Виды поверхностной закалки. При поверхностной закалке выше критической температуры нагревается только тонкий поверхностный слой детали, а внутри металл почти не нагревается. После закалки детали имеют твердый поверхностный слой и вязкую сердцевину.
|
|
| Рис. 8. Схема закалки с помощью газовой горелки. |

Закалка при помощи газовой горелки схематично показана на рис. 8. Кислородно-ацетиленовое пламя газовой горелки с температурой около 3200° направляется на поверхность закаливаемой детали и быстро нагревает ее до температуры выше критической. Вслед за горелкой из трубки на поверхность детали направляется струя воды, закаливая нагретый слой стали.
Способ этот с успехом применяется для закалки поверхностного слоя зубьев больших шестерен, подверженных сильному износу.
|
|
| Рис. 9. Схема индукционной закалки. |
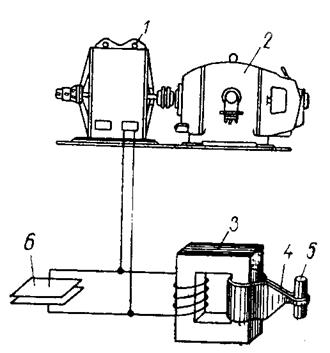
Закалка токами высокой частоты по методу В.П. Вологдина нашла очень широкое применение в промышленности, так как отличается высокой производительностью, легко поддается управлению и обеспечивает хорошее качество. Закаливаемая деталь 5 (рис. 9) помещается в индуктор (катушку) 4 , по которому пропускается ток высокой частоты. Ток поступает через трансформатор 3 от машинного генератора 1 , приводимого во вращение электродвигателем 2 . Возбуждаемый при этом в детали ток имеет наибольшую плотность у поверхности и быстро нагревает поверхность детали. Когда нагрев закончен, деталь обрызгивается водой из индуктора, который для этого делается полым с отверстиями.
Для улучшения коэффициента мощности высокочастотной установки включены конденсаторы 6 .
Регулируя мощность тока и время выдержки, можно ограничить нагрев на толщину от долей миллиметра до десятков миллиметров.
Машинные генераторы с частотой тока до 10 кГц обычно применяют для закалки на глубину свыше 2 мм. При закалке на глубину меньше 2 мм пользуются высокочастотными ламповыми генераторами, создающими ток весьма высокой частоты, который можно изменять в зависимости от особенностей закаливаемых деталей.
Дефекты закалки. К этим дефектам относится: трещины, поводки, или коробление и обезуглероживание.
Главная причина трещин и поводки – неравномерное изменение объема детали при нагреве и, особенно, при резком охлаждении. Другая причина – увеличение объема при закалке на мартенсит.
Трещины возникают потому, что напряжения при неравномерном изменении объема в отдельных местах детали превышают прочность металла в этих местах.
Лучшим способом уменьшения напряжений является медленное охлаждение около температуры мартенситного превращения (точка МН ). При конструировании деталей необходимо учитывать, что наличие острых углов и резких изменений сечения увеличивает внутреннее напряжение при закалке.
Коробление (или поводка) возникает также от напряжений в результате неравномерного охлаждения и проявляется в искривлениях деталей. Если эти искривления невелики, они могут быть исправлены, например, шлифованием. Трещины и коробление могут быть предотвращены предварительным отжигом деталей, равномерным и постепенным нагревом их, а также применением ступенчатой и изотермической закалки.
Обезуглероживание стали с поверхности – результат выгорания углерода при высоком и продолжительном нагреве детали в окислительной среде. Для предотвращения обезуглероживания детали нагревают в восстановительной или нейтральной среде (восстановительное пламя, муфельные печи, нагрев в жидких средах).
Обработка холодом – новый вид термической обработки. Этот метод разработан в Советском Союзе (труды С.С. Штенберга, А.П. Гуляева и Н.А. Минкевича) для повышения твердости стали путем перевода остаточного аустенита закаленной стали в мартенсит. Это выполняется при охлаждении стали до температуры нижней меартенситной точки МК (см. рис. 3).
Холодом обрабатывают углеродистую сталь, содержащую более 0,5% C, у которой температура мартенситового превращения (точка МК ) находится ниже 0°, а также легированную сталь, например, быстрорежущую.
Отпуск стали смягчает действие закалки, уменьшает или снимает остаточные напряжения, повышает вязкость, уменьшает твердость и хрупкость стали. Отпуск производится путем нагрева деталей, закаленных на мартенсит до температуры ниже критической. При этом в зависимости от температуры нагрева могут быть получены состояния мартенсита, троостита или сорбита отпуска. Эти состояния несколько отличаются от соответственных состояний закалки по структуре и свойствам: при закалке цементит (в троостите и сорбите) получается в форме удлиненных пластинок, как в пластинчатом перлите. А при отпуске он получается зернистым, или точечным, как в зернистом перлите.
Преимуществом точечной структуры является более благоприятное сочетание прочности и пластичности. При одинаковом химическом составе и одинаковой твердости сталь с точечной структурой имеет значительно более высокое относительное сужение y и ударную вязкость ан , повышенное удлинение d и предел текучести sт по сравнению со сталью с пластинчатой структурой.
Мартенсит закалки имеет неустойчивую тетрагональную решетку, а мартенсит отпуска – устойчивую центрированную кубическую решетку a-железа.
Отпуск разделяют на низкий, средний и высокий в зависимости от температуры нагрева.
При низком отпуске (нагрев до температуры 200-300°) в структуре стали в основном остается мартенсит, который, однако, изменяется решетку. Кроме того, начинается выделение карбидов железа из твердого раствора углерода в a-железе и начальное скопление их небольшими группами. Это влечет за собой некоторое уменьшение твердости и увеличение пластических и вязких свойств стали, а также уменьшение внутренних напряжений в деталях. Для низкого отпуска детали выдерживают в течение определенного времени обычно в масляных или соляных ваннах. Если для низкого отпуска детали нагревают на воздухе, то для контроля температуры часто пользуются цветами побежалости, появляющимися на поверхности детали. Появление этих цветов связано с интерференцией белого света в пленках окисла железа, возникающих на поверхности детали при ее нагреве. В интервале температур от 220 до 330° в зависимости от толщины пленки цвет изменяется от светло-желтого до серого (табл.). Низкий отпуск применяется для режущего, измерительного инструмента и зубчатых колес.
Таблица
| Цвет побежалости | Температура, °С | Цвет побежалости | Температура, °С |
|
Светло-желтый Соломенно-желтый Коричнево-желтый Коричнево-красный Пурпурно-красный | 220 240 258 265 275 | Фиолетовый Васильково-синий Светло-синий Серый | 285 395 315 330 и выше |
При среднем (нагрев в пределах 300-500°) и высоком (500-700°) отпуске сталь из состояния мартенсита переходит соответственно в состояние троостита или сорбита. Чем выше отпуск, тем меньше твердость отпущенной стали и тем больше ее пластичность и вязкость. Происходящее при этом изменение свойств стали можно проследить по кривым диаграммы, приведенной на рис. 4. При высоком отпуске сталь получает наилучшее сочетание механических свойств, повышение прочность, пластичность и вязкость, поэтому высокий отпуск стали после закалки ее на мартенсит называют кузнечных штампов, пружин, рессор, а высокий – для многих деталей, подверженных действию высоких напряжений (например, осей автомобилей, шатунов двигателей).
Для некоторых марок стали отпуск производят после нормализации. Этот относится к мелкозернистой легированной доэвтектоидной стали (особенно никелевой), имеющий высокую вязкость и поэтому плохую обрабатываемость режущим инструментом. Для улучшения обрабатываемости производят нормализацию стали при повышенной температуре (до 950-970°), в результате чего она приобретает крупную структуру (определяющую лучшую обрабатываемость) и одновременно повышенную твердость (ввиду малой критической скорости закалки никелевой стали). С целью уменьшения твердости производят высокий отпуск этой стали.
Список литературы :
1. Технология металлов и конструирование материалы. В.М. Никифоров, Москва, 1968, Изд. “Высшая школа”.