Реферат: Типы и конструкция металлургических машин и оборудования
6. Валки рабочих клетей прокатных станов
По назначению: 1. Валки блюмингов, слябингов и заготовочные станы; 2. рельсобалочные и крупносортные станы; 3. среднесортные станы; 4. мелкосортные станы; 4. проволочные; 5. штрипсовые.
По материалу: стальные (кованные или литые) и чугунные.
По твёрдости: мягкие, полутвёрдые, твёрдые и сверхтвёрдые.
Конструкции:
В основном рабочие валки изготовляют цельнокованые, а опорные цельнокованые, литые или составные – с кованным или литым бандажом и кованой осью. Также при горячей прокатке на обжимных станах применяют стальные валки с насечкой или наваркой швов на их поверхности для лучшего захватывания Ме. Существуют также с гладкой и ребристой поверхностью.
Технологические требования:
Основным требованием является материал валков, для обеспечения необходимого качества проката. Его выбирают в каждом конкретном случае с учётом фактических условий эксплуатации. Обычно для обжимных и черновых клетей валки изготовляют из стали (литые или кованные), для промежуточных – из полутвёрдого чугуна и для чистовых из полутвёрдого или закалённого чугуна. Для обеспечения заданной точности проката по допускам и качеству поверхности применяют валки повышенной прочности и износостойкости, изготовленные из заэвтектоидной стали.
Основные параметры:
Это диаметр и длина бочки. Диаметр бочки валков определяют исходя из сортамента проката, условий естественного захвата металла валками, их прочности и жесткости с тем, чтобы обеспечить устойчивый режим работы и необходимую точность размеров профиля.
Для широкополосных станов горячей прокатки наравне с выбором диаметра выбирают допустимые углы захвата α, угол захвата должен быть меньше чем коэффициент контактного трения μТ.
tgα ≈ α < μТ.
D = 2*∆h/α2, где ∆h – абсолютное обжатие.
При холодной прокатке тонких полос необходимо определить предел толщины полосы hПРЕД.
![]()
где ![]() -среднее удельное напряжение полосы,
-среднее удельное напряжение полосы, ![]() - средний предел текучести металла.
- средний предел текучести металла.
Длина бочки валков в обжимных и сортовых станах зависит в основном от условий калибровки и ширины раската. Ещё важной характеристикой прокатных валков является отношение длины к диаметру бочки, L/D: обжимные 2,2-2,7; сортовые 1,6-2,5; для рабочих валков 3-5; для опорных валков 0,9-2,5.
Диаметр шейки валков с подшипниками скольжения открытого типа выбирают в зависимости от диаметра бочки валка: для обжимных и сортовых dШ = (0,55-0,63)D, для листовых dШ = (0,7-0,75)D.
Расчёт на прочность:
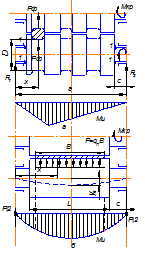
Сначала производим расчёт на влияние прогиба валков под действием изгибающих моментов, и учитывать прогиб, возникающий под действием перерезывающих сил от неравномерных касательных напряжений в поперечных сечениях и относительный сдвиг их. Таким образом, суммарный прогиб валка в любом сечении на расстоянии X от опоры равен
![]() ;
;
где ![]() - прогиб в результате воздействия изгиб. моментов;
- прогиб в результате воздействия изгиб. моментов; ![]() - прогиб вследствие поперечных сил.
- прогиб вследствие поперечных сил.
По теореме Кастельяна:
![]() ;
; ![]() ;
;
где Ми – изгиб момент; Рф – фиктивная сосредоточенная нагрузка в месте определения прогиба; Q – перерезывающая сила.
Определяем прогиб в середине бочки валка относительно точек, в которых приложены равнодействующие реакции опор. Для этого в середине валка приложим бесконечно малую силу Рф, дающая реакцию Qф = Рф /2. эта сила не изменит величину прогиба, но позволит определить фиктивный момент в сечении Х: Мх = (Рф/2)*Х, а также dМи/Рф = Х/2 и dQ/dРф = 1/2. Подставим:
![]() ;
; ![]()