Реферат: Вимоги до електрозварювальних робіт та обладнання
Приєднання до мережі живлення та відклю
чення від неї зварювальних установок повинні викону
вати електротехнічні працівники підприємства, які екс
плуатують цю електромережу.
Пересувні джерела зварювального струму на
час їх пересування мають бути відключені від мережі.
Електрозварювальну установку на весь час
роботи слід заземлити мідним проводом перерізом не
менше 6 мм2 або сталевим прутом (смужкою) перерізом
не менше 12 мм2 . Заземлення здійснюється через спец
іальний болт, що має бути на корпусі установки.
Крім заземлення основного електрозварювального обладнання у зварювальних установках слід безпосередньо заземлювати той затискач вторинної обмотки зварювального трансформатора, до якого приєднується провідник, що йде до виробу (зворотний дріт).
Забороняється використання нульового робочого чи фазного проводу двожильного живильного кабелю для заземлення зварювального трансформатора.
Заземлення електрозварювальних установок слід виконувати до їх підключення до мережі і зберігати до відключення від мережі.
Для живлення однофазного зварювального
трансформатора слід застосовувати трижильний гнучкий
шланговий кабель, третю жилу якого слід приєднати до
заземлювального болта корпуса зварювального трансфор
матора та до заземлювальної шини пункту живлення.
Для живлення трифазного трансформатора слід застосовувати чотирьохжильний кабель, четверта жила якого використовується для заземлення.
Заземлювальну шину пункту живлення слід з'єднати з нульовим захисним проводом живильної лінії в установках з глухозаземленою нейтраллю або заземлювачем в установках з ізольованою нейтраллю.
Затискач (полюс) зварювального трансформа
тора повинен бути приєднаний до деталі, що зварюєть
ся, за допомогою заземлювального проводу заземлюваль-
ним болтом на корпусі зварювального трансформатора
згідно з рисунком 6.1.
|
|
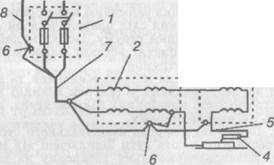
1 - пункт живлення; 2 - зварювальний трансформатор; 3 - регулятор; 4 - електродотримач; 5 — шланговий одножильний дріт; 6 - заземлюваль-ний болт; 7 - живильний шланговий трижильний кабель із заземлювальною жилою; 8 - нульовий дріт мережі.
Рис. 6.1. Схема підключення зварювального трансформатора
Зварювальні кабелі слід з'єднувати опресову
вання зварюванням або паянням.
Підключення кабелю до зварювального обладнання слід здійснювати опресованими чи припаяними кабельними наконечниками.
Довжина первинного кола між пунктом жив
лення і пересувною зварювальною установкою має бути
не більше 10 м.
Як зворотний провід, який з'єднує вироби, що зварюються, з джерелом зварювального струму, можуть використовуватися сталеві, алюмінієві або мідні шини будь-якого профілю, зварювальні плити, стелажі та сама зварювальна конструкція (металоконструкції та знепа-рені і зневоджені трубопроводи в межах котлів і турбін, на яких провадять зварювальні роботи) за умови, що їх переріз забезпечує безпечне (за умов нагрівання) протікання зварювального струму.
З'єднання окремих елементів, які застосовуються як зворотний провід, слід виконувати болтами, струбцинами або затискачами.
Забороняється використовувати як зворотний провід внутрішні залізничні рельси, мережі заземлення чи за-нулення, а також проводи та шини первинної комутації розподільчих пристроїв, металеві конструкції будівель, комунікацій та технологічне обладнання.
Зварювання слід проводити із застосуванням двох проводів.
Використання заземлювальних провідників розподільчих пристроїв як зворотнього провода для зварювальних установок може призвести до відгалужування струму на металеві оболонки розташованих поблизу контрольних кабелів, їх пошкодження та помилкової роботи релейного захисту. Помилкова робота релейного захисту може бути спричинена також появою різниці потенціалів між заземленими точками кіл релейного захисту під час роботи зварювальних установок.
У разі застосування пересувних джерел зва
рювального струму та виконанні робіт в пожежонебез-
печних приміщеннях зворотний провід слід ізолювати
також, як і прямий.
Забороняється подавати напругу до виробу,
який зварюється, через систему послідовно з'єднаних
металевих стрижнів, рейок чи будь-яких інших пред
метів.
Якщо зварювальний виріб не має електричного контакту із заземленим столом, то заземленню підлягає безпосередньо цей виріб.
Перед початком електрозварювальних робіт
необхідно зовнішнім оглядом перевірити справність ізо
ляції зварювальних проводів та електродотримачів, а
також надійність з'єднання усіх контактів.
Проводи, підключені до зварювальних апаратів,
розподільчих щитів та іншого обладнання, а також у
місцях зварювальних робіт, повинні бути надійно ізольо
вані, а в необхідних місцях- захищені від дії високої
температури, механічних пошкоджень та хімічної дії.
У разі пошкодження ізоляції проводів їх слід замінити або помістити в резиновий шланг.
Допускається ізоляція пошкоджених ділянок дротів методом вулканізації з використанням сирої гуми.
Відстань від зварювальних проводів до гаря
чих трубопроводів та балонів з киснем має бути не мен
ше 0,5 м, до балонів та трубопроводів з пальними га
зами — не менше 1 м.