Реферат: Замена цилиндровой втулки
Продолжение таблицы 2.1-Характерные дефекты цилиндровых втулок, причины их возникновения, способы дефектации
| Дефект | Причина | Способ дефектации |
| 1. Образование трещин в опорном бурте и по поверхности втулки. |
Несовпадение осей симметрии опорного пояска и уплотнительной канавки втулки. Трещины появляются в результате действия нормальной силы, возникающей при перекладке поршня, при этом наблюдается “раскачивание” втулки в блоке цилиндров при зажатом бурте, следовательно, увеличиваются напряжения, что приводит к появлению трещин в бурте. Высокие температурные напряжения также могут стать причиной образования трещин во втулке, и как следствие, выхода ее из строя. Первопричиной данного дефекта служит высокий температурный перепад между стенкой со стороны охлаждающей жидкости и стенкой со стороны газов. При пусках и остановках двигателя также наблюдается резкое изменение температурных напряжений. | Такие дефекты выявляются визуальным методом, с помощью лупы, керосино – меловым методом, а так же по результатам гидравлических испытаний. |
| 2. Коррозионно-кавитационное разрушение поверхности втулки со стороны охлаждения. | Причинами дефекта могут быть: не соблюдение технологий при изготовлении втулки; неудовлетворительное качество материалов для изготовления втулки; неудовлетворительная подготовка охлаждающей воды для дизелей (солесодержание и жесткость выше нормы); вибрации, возникающие при работе двигателя. | Дефектацию проводят визуально и при помощи лупы. |
3. Предварительная дефектация
Некоторые дефекты цилиндровых втулок можно определить не демонтируя втулку из блока цилиндров . При визуальном осмотре будет заметна течь из зарубашечного пространства блока, если уплотнение посадочного пояска разрушено полностью до нижнего уплотнительного кольца. Это приведёт к обводнению смазочного масла, с потерей его свойств, неравномерности охлаждения цилиндровой втулки, и как следствие, возможен аварийный отказ дизеля (задир в узле поршень – втулка, перегрев и выход из строя рамовых подшипников и т.д.).
При разрушение посадочных поясков наблюдается уменьшение наружного диаметра пояска, что приводит к ослаблению посадки втулки в блоке из-за появления зазора между посадочными поверхностями сопрягаемых деталей. В связи с возможными последствиями данного дефекта предлагается обязательно проводить предварительную дефектацию рассматриваемого узла во время остановок двигателя, плановых осмотров. [1]
4. Демонтаж цилиндровой втулки
1.Разборку двигателя 8 VD26/20 производить на судне, отбалластированном с дифферентом на корму и с креном не более 1о .
2.Температура в машинном отделении и помещениях для хранения или ремонта деталей должна быть не ниже 8о С.
3.С целью повышения производительности труда максимально использовать имеющиеся фирменные приспособления и инструмент.
4.Удалить КИП.
5.Открыть крышки картера и удалить кожухи распределительного вала.
6.Разобрать и снять, забирковать трубопроводы – топливный, масляный, водяной, воздушный, всасывающий и выхлопной. Чтобы в трубопроводы не могли попадать грязь и посторонние предметы, в отверстия труб и фланцев установить деревянные пробки или специальные заглушки.
7.Восстановить отметки мертвых точек мотылей коленчатого вала.
8.Проверить правильность установки газораспределения всех цилиндров и результаты проверки занести в формуляр доремонтного состояния двигателя.
9.Разобрать и снять тяги и валики привода регулятора, топливного насоса.
10.Разобрать соединительные валики и снять стойки с клапанными рычагами и толкателями.
11.Удалить клапаны и форсунки рабочего цилиндра.
12.Снять, отдав гайки, цилиндровые крышки.
13.Отдать стяжные болты и снять нижнюю половину мотылёвого подшипника.
14.Поставить шатун коленчатого вала в ВМТ, ввёрнуть рым-болты в имеющиеся нарезные отверстия в головке поршня, и, при помощи тельфера, извлечь поршень вместе с шатуном из цилиндра.
15.Надежно закрепить поршень вместе с шатуном в МКО во избежание повреждения шатуна и поршня, и их соединения (рекомендуется в опрессовочной).
16.Установить вытяжное приспособление и извлечь втулку.
17.Провести чистку втулки от масла, нагара производить с помощью раствора, содержащего 2,5% каустической соды, 3,5% кальцинированной соды, 0,15% жидкого стекла и 2,5% жидкого мыла. После очистки цилиндровую втулку необходимо обезжирить в подогретом щелочном растворе.
Вытяжное приспособление для втулки цилиндров показано на рис.1
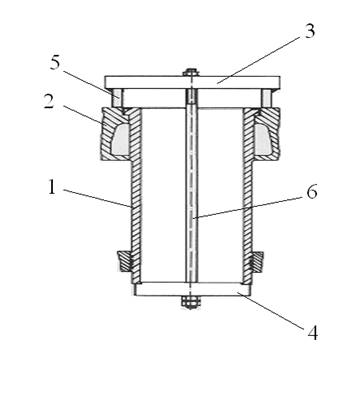
Рис.1-Вытяжное приспособление для втулки цилиндров
1-втулка цилиндров; 2-Блок цилиндров; 3-Верхняя траверса; 4-Нижняя траверса; 5-Упоры ;6-Тяга;
5. Дефектация втулки цилиндра
Проведя внешний осмотр втулки для определения параметров и величины дефектов было обнаружено коррозионное разрушение посадочного пояска.
При дальнейшей дефектации цилиндровой втулки была обнаружена трещина в опорном бурте , которая могла образоваться в результате действия нормальной силы, возникающей при перекладке поршня, при этом наблюдается “раскачивание” втулки в блоке цилиндров при зажатом бурте, следовательно, увеличиваются напряжения, что приводит к появлению трещин в бурте.
Высокие температурные напряжения также могут стать причиной образования трещин во втулке. Первопричиной данного дефекта служит высокий температурный перепад между стенкой со стороны охлаждающей жидкости и стенкой со стороны газов .
Вывод: необходима замена цилиндровой втулки , т.к. цилиндровые втулки с трещинами в бурте не восстанавливают ,их заменяют даже в том случае, если их рабочая поверхность еще пригодна для эксплуатации.
6. Монтаж цилиндровой втулки в блок цилиндров
Новую втулку необходимо промыть и очистить от заводской консервационной консистентной смазки . После этого необходимо произвести наружный осмотр втулки с целью выявления трещин, рисок и задиров.
Прежде чем приступить к установке втулки необходимо проверить пятно контакта пояса втулки в блоке цилиндров. Оно должно быть видимым по всей окружности без перерыва и иметь ширину контакта > 80%. Если это не так, то приходится перешлифовать пояс втулки цилиндра в блоке цилиндров при помощи притирочного приспособления, входящего в состав инструментального набора. До этого надо удалить с втулки все резиновые кольца. Притирку осуществляют наждачным порошком или наждачной пастой и обильным количеством масла. После завершения притирки обработанные поверхности надлежит очистить жидким топливом до совершенного удаления всех абразивных частиц без остатка.
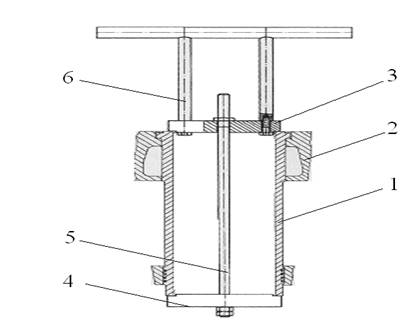
Рис.2-Притирочное приспособление втулки цилиндров
1-втулка цилиндра; 2-блок цилиндров ;3-верхняя траверса ;4-нижняя траверса ;5-тяга ;6-рукоятка;