Шпаргалка: Технические измерения
Контроль по альтернативному признаку - это контроль по качественному признаку, в ходе которого каждую проверенную единицу продукции относят к категории годных или дефектных. При этом методе устанавливается факт соответствия контролируемого параметра контрольному нормативу.
Альтернативный контроль может быть: элементным или комплексным; одно- и многомерным; неавтоматическим, механизированным, полуавтоматическим, автоматическим; пассивным или активным.
Альтернативный контроль осуществляется измерительными средствами, специально предназначенными для этой цели.
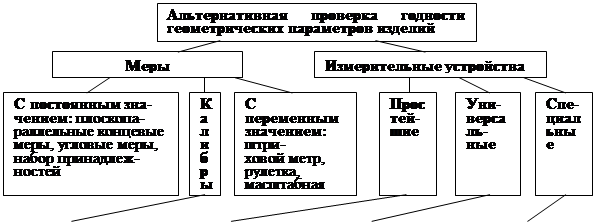
На схеме (рис. 4.31) приведена классификация средств и методов альтернативной проверки годности параметров изделий. При альтернативной проверке наиболее широко используются калибры. Большинство видов и конструкций калибров стандартизовано.
4.3.1. Калибры для гладких цилиндрических деталей
Для контроля гладких цилиндрических изделий типа валов и втулок, особенно в крупносерийном и массовом производстве, широко применяют предельные гладкие калибры (ГОСТ 2216 - 84). Калибры для валов называются скобами, а для отверстий - пробками. Комплект калибров состоит из проходного и непроходного (рис. 4.32, а).
Годность деталей с допуском от IТ6 до IТ17, особенно при массовом и крупносерийном производствах, наиболее часто проверяют предельными калибрами. Комплект рабочих предельных калибров для контроля размеров гладких цилиндрических деталей состоит из проходного калибра ПР (им контролируют предельный размер, соответствующий максимуму материала проверяемого объекта) и непроходного калибра НЕ (им контролируют предельный размер, соответствующий минимуму материала проверяемого объекта).
 |
|
|
|
|
Рис. 4.31. Классификация средств и методов альтернативной проверки годности параметров изделий
Деталь считают годной, если проходной калибр (проходная сторона калибра) под действием собственного веса или усилия, примерно равного ему, проходит, а непроходной калибр (непроходная сторона) не проходит по контролируемой поверхности детали. В этом случае действительный размер детали находится между заданными предельными размерами.
Рабочие калибры ПР и НЕ предназначены для контроля изделий в процессе их изготовления. Этими калибрами пользуются рабочие и контролеры ОТК завода-изготовителя, причем в последнем случае применяют частично изношенные калибры ПР и новые калибры НЕ.
Для установки регулируемых калибров-скоб и контроля нерегулируемых калибров-скоб применяют контрольные калибры К—И, которые являются непроходными и служат для изъятия из эксплуатации вследствие износа проходных рабочих скоб. Несмотря на малый допуск контрольных калибров, они все же искажают установленные поля допусков на изготовление и износ рабочих калибров, поэтому контрольные калибры по возможности не следует применять. Целесообразно, особенно в мелкосерийном производстве, контрольные калибры заменять концевыми мерами или использовать универсальные измерительные приборы.
Валы и отверстия с допуском IТ5 и точнее не рекомендуется проверять калибрами, так как они вносят большую погрешность измерения. Такие детали проверяют универсальными измерительными средствами.
Для снижения затрат на калибры стремятся увеличить их износостойкость. Так, износостойкость калибров, оснащенных твердым сплавом, в 50—150 раз выше по сравнению с износостойкостью стальных калибров и в 25—40 раз выше по сравнению с износостойкостью хромированных калибров при повышении стоимости калибров только в 3—5 раз.
Для контроля валов используют главным образом скобы. Наиболее распространены односторонние двухпредельные скобы. Применяют также регулируемые скобы, которые можно настраивать на разные размеры, что позволяет компенсировать износ и использовать одну скобу для измерения размеров, лежащих в определенном интервале. Регулируемые скобы по сравнению с жесткими имеют меньшую точность и надежность, поэтому их чаще применяют для контроля изделий квалитета 8 и грубее.