Шпаргалка: Технические измерения
На практике приходится отступать от принципа Тейлора вследствие неудобств контроля, например, проходным кольцом, так как это требует многократного снятия детали, закрепленной в центрах станка. Вместо контроля проходными кольцами применяют многократный контроль проходными скобами с широкими измерительными поверхностями, а вместо штихмасов — непроходные калибры-пробки с малой (значительно меньше, чем у проходной пробки) шириной измерительных поверхностей.
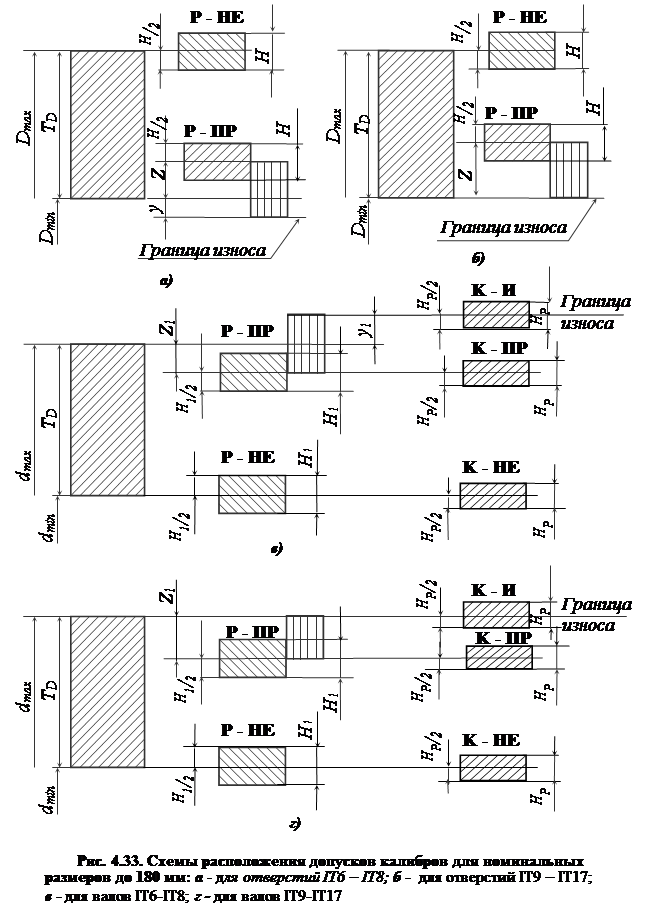
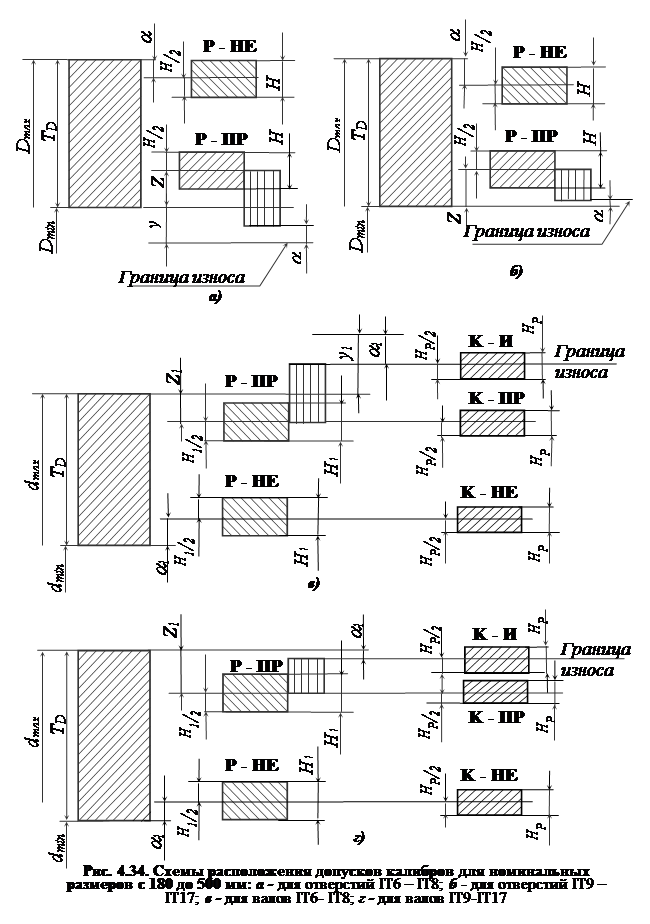
Допуски калибров. Схемы расположения полей допусков калибров приведены на рис. 4.33 и 4.34 со следующими обозначениями: d (D) – номинальный размер изделия; dmin (Dmin) – наименьший предельный размер изделия; dmax (Dmax) – наибольший предельный размер изделия; Т – допуск изделия.
По ГОСТу 24853 - 81 на гладкие калибры устанавлены следующие допуски на изготовление: Н – допуск на изготовление калибров для отверстия (за исключением калибров со сферическими измерительными поверхностями); НS – допуск на изготовление калибров со сферическими измерительными поверхностями для отверстия; Н1 – допуск на изготовление калибров для вала; НР – допуск на изготовление контрольного калибра для скобы; Z – отклонение середины поля допуска на изготовление проходного калибра для отверстия относительно наименьшего предельного размера изделия; Z1 – отклонение середины поля допуска на изготовление проходного калибра для вала относительно наибольшего предельного размера изделия; у – допустимый выход размера изношенного проходного калибра для отверстия за границу поля допуска изделия; у1 – допустимый выход размера изношенного проходного калибра для вала за границу поля допуска изделия; a - величина для компенсации погрешности контроля калибрами отверстий с размерами свыше 180 мм; a1 – величина для компенсации погрешности контроля калибрами валов с размерами свыше 180 мм.
Для проходных калибров, которые в процессе контроля изнашиваются, кроме допуска на изготовление, предусматривается допуск на износ.
Для размеров до 500 мм износ калибров ПР с допуском до IТ8 включительно может выходить за границу поля допуска детали на величину y для пробок и y1 - для скоб; для калибров ПР с допусками от IТ9 до IТ17 износ ограничивается проходным пределом, т. е. y = 0 и y1 = 0.
 | |
 |
Следует отметить, что поле допуска на износ отражает средней возможный износ калибра.
Для всех проходных калибров поля допусков Н (НS) и Н1 сдвинуты внутрь поля допуска изделия на величину Z для калибров-пробок и Z1 - для калибров-скоб.
При номинальных размерах свыше 180 мм поле допуска непроходного калибра также сдвигается внутрь поля допуска детали на величину a для пробок и a1 - для скоб, создавая так называемую зону безопасности, введенную для компенсации погрешности контроля калибрами соответственно отверстий и валов размером свыше 180 мм. Поле допуска калибров НЕ для размеров до 180 мм симметрично относительно верхнего отклонения детали для пробок и относительно нижнего — для скоб, т. е. a = 0 и
a1 = 0.
Сдвиг полей допусков калибров и границ износа их проходных сторон внутрь поля допуска детали позволяет устранить возможность искажения характера посадок и гарантировать получение размеров годных деталей в пределах установленных полей допусков.
На рис.4.35 приведены схемы нестандартных конструкций калибров. Калибр для проверки формы заданного профиля представлен на рис. 4.35, а. Нормальный калибр 1 используется в сочетании с гладким двухпредельным калибром-пробкой 2. На рис. 4.35, б представлен вариант проверки зазора С между калибром 2 и деталью 1. На рис. 4.35, в дана схема использования специального стрелочного калибра для контроля глубины детали 1. По просвету С контролируется мальтийский крест калибром, приведённым на рис. 4.35, г. Для контроля перпендикулярности с использованием щупа приведён калибр на рис. 4.35, д.
4.3.2. Контроль размеров высоты и глубины [42]
По ГОСТу 25346 - 89 все элементы деталей разделяются на три группы: валы, отверстия и элементы, не относящиеся ни к валам, ни к отверстиям. Размеры высоты и глубины относятся к третьей группе.
На размеры высоты и глубины могут назначаться любые поля допусков, но, как правило, для них назначаются квалитеты не точнее 11-го и чаще симметричные поля допусков (Js, J).
Контроль размеров высоты и глубины можно производить универсальными измерительными средствами либо двухпредельными калибрами. В серийном производстве, как правило, используются калибры. Конструкции и принципы действия таких калибров приведены на рис. 4.36. В данных калибрах используются следующие методы: "световой щели" (или "на просвет") - на калибрах, показанных на рис. 4.36, а, б, в; "надвигания" - на калибрах рис. 4.36, г, д, е; "осязания" - на калибрах рис. 4.36, ж, з; "по рискам" - на рис. 4.36, и, к.
Конструкции, размеры и допуски калибров для контроля высоты и глубины устанавливает ГОСТ 2534-77 "Калибры предельные для глубин и высот уступов. Допуски". По этому госстандарту стандартизованы конструкции калибров типов, изображённых на рис. 4.36, а - е.
Предельные стороны калибров обозначаются буквами Б (большая) и М (меньшая). Каждая из сторон калибров (Б и М) должна иметь лезвиеподобную грань для уменьшения погрешностей контро-
ля (см. рис. 4.36, а, б, в) вследствие неровностей на обработанных поверхностях и плоскую грань (направляющую), улучшающую условия оценки величины просвета. При контроле размеров уступов плоских деталей удобны калибры, изображённые на рис. 4.36, г, д. При контроле уступов на точёных деталях удобны калибры (рис. 4.36, е, з). Для контроля размеров глубин целесообразно использовать калибры типов, представленных на рис. 4.36, ж, к. Калибрами по методу "световой щели" контролируются допуски не менее 0,06 мм.
4.3.3. Контроль конусов и углов
Калибры для контроля конусов и углов могут основываться на сравнительном либо тригонометрическом методе измерения углов. На рис. 4.37 приведены схемы, разъясняющие принципы построения и использования сравнительного и тригонометрического методов при контроле. На рис. 4.37, а изображена схема сравнительного контроля (измерения) угла детали 1 с помощью угловой меры 3 с использованием щупа 2. Контроль гладких конических изделий конусными калибрами производится по относительному осевому перемещению Zк изделия и калибра в пределах осевого допуска (разность между ве?