Статья: Проектирование технологии дуговой сварки на основе модели формирования показателей свариваемости низколегированных сталей
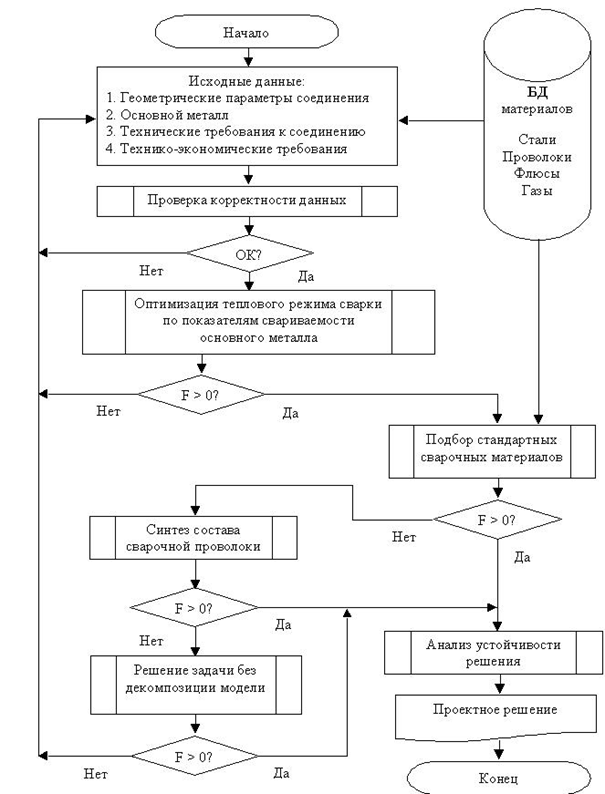
Рис. 3. Алгоритм решения задачи синтеза параметров технологии дуговой сварки НЛС в среде защитных газов
На этапе проверки корректности исходных данных оценивается и принципиальная возможность достижения приемлемого решения. Поскольку показатели свариваемости являются структурно-зависимыми характеристиками, определяется допустимый диапазон структурных состояний НЛС, обеспечивающих выполнение ТТ к комплексу свойств ЗТВ. В случае невозможности выполнения указанных ТТ они признаются несовместными и подлежат корректировке.
Для уменьшения трудоемкости синтеза целесообразно произвести декомпозицию модели по связи шов - ЗТВ и решать задачу последовательно: сначала найти решение для основного металла без вариации состава металла шва (ТТ к основному металлу, как правило, являются более жесткими), а потом выбрать сварочную проволоку.
Оптимизация теплового режима сварки производится для обеспечения требуемого комплекса свойств ЗТВ. На этом этапе расчета определяются параметры режима сварки и подготовки кромок соединения, обеспечивающие получение сварного шва заданных размеров, а также температура подогрева для достижения требуемого структурного состояния ЗТВ и стойкости к образованию ХТ (рис. 4).
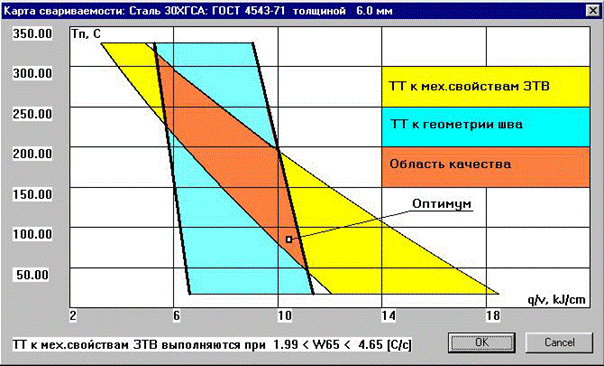
Рис. 4. Построение области качества при оптимизации теплового режима сварки
После выбора теплового режима предпринимается попытка подбора стандартной сварочной проволоки из базы данных, обеспечивающей при определенных ранее параметрах режима сварки получение требуемого комплекса свойств металла шва. Выбор признается удачным, если все ТТ к металлу шва (в том числе по стойкости к ХТ) выполняются, и при этом показатель сопротивляемости ЗТВ не опускается ниже заданного уровня. При отсутствии подходящей стандартной проволоки может быть рассчитан ее требуемый химический состав и сформулировано ТЗ на изготовление специальной проволоки.
Последним этапом является проверка устойчивости найденного решения при колебаниях входных параметров в пределах их естественного разброса. Решение признается устойчивым, если проверка методом наихудшего случая не выводит его за пределы области качества; в противном случае необходима корректировка решения, либо (при узости области качества) уменьшение разброса параметров (за счет выбора сварочного оборудования, стабилизации параметров режима и т.п.).
Список литературы
1. Макаров Э.Л. Холодные трещины при сварке легированных сталей.- М.: Машиностроение, 1981.- 247 с.
2. Макаров Э.Л., Коновалов А.В. Система компьютерного анализа свариваемости и технологии сварки конструкционных легированных сталей // Сварочное производство, 1995.- N3.- С. 6-9.
3. Анисимов Б.В., Белов Б.И., Норенков И.П. Машинный расчет элементов ЭВМ.- М.: Высшая школа, 1976.- 336 с.
4. Компьютерное проектирование и подготовка производства сварных конструкций: Учеб. пособие для вузов /Под ред. С.А.Куркина и В.М.Ховова.- М.: Изд-во МГТУ им.Н.Э.Баумана, 2002.- 464 с.